Synoniemen, afkortingen en/of procesnamen
- Gekoelde condensatie
Verwijderde componenten
- Solventen
- VOS
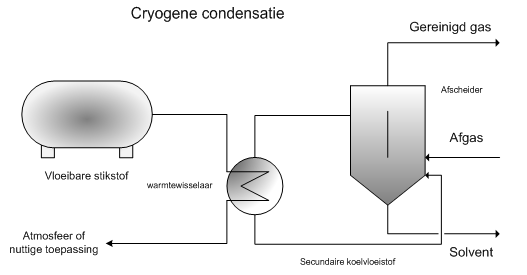
Principeschema
Procesbeschrijving
Cryogene condensatie wordt meestal uitgevoerd als een indirecte condensatie. Het koelmedium is van de te behandelen gassen afgescheiden door een warmtewisselend oppervlak.
Bij cryogene solventverwijdering is het steeds de bedoeling om het gecondenseerde solvent opnieuw te gebruiken.
Om de afscheiding van solventen te bevorderen moeten een aantal aandachtspunten opgevolgd worden:
- Een voldoende lange verblijftijd en turbulente stroming om alle gas volledig te kunnen afkoelen
- De condensortemperatuur moet laag genoeg zijn en er moet een voldoende grote koelcapaciteit voorzien worden.
- De hoeveelheid lucht bij de organische fractie moet worden geminimaliseerd. Deze lucht zorgt voor een groter energieverbruik en voor een hoger gehalte aan solventen die niet kan worden afgescheiden (lager rendement). Om het volume lucht te beperken kan een adsorptie worden toegepast waarbij de meer geconcentreerde desorptiestroom wordt behandeld in de condensor. Dit zorgt voor een sterk verminderd koelvermogen en een verhoogde afscheidingsefficiëntie in de condensor.
- De temperatuur van de condensor wordt best onder het vriespunt van het solvent gekozen, zodat de dampdruk van het solvent minimaal is.
- Periodiek moeten de solventen dan van het condensoroppervlak worden verwijderd.
Naar materiaalkeuze toe moet opgelet worden voor corrosie van de warmtewisselaars. De typische koelelementen zijn van koper en aluminium gemaakt. Daarnaast kan het koelelement van roestvast staal zijn gemaakt. Roestvast staal geeft meestal weinig problemen met corrosie. Voor cryogene condensatie is roestvast staal meestal aangewezen omdat dit meestal geen brosheidsverschijnselen heeft en geen problemen met compatibiliteit met organische stoffen. Bij gebruik van koolstofstaal moet extra worden opgelet voor corrosie, reactie met organische componenten en brosheid indien de temperatuur onder de transitietemperatuur van dat metaal zit. Specifiek voor pekelkoelers moet opgelet worden voor corrosie vermits NaCl, CaCl2 en KCl in de oplossing zitten. Hier moet men voor aangepaste materialen gekozen worden.
Indien de restconcentratie van solventen na de condensor te hoog is voor lozing naar de atmosfeer moeten de afgassen verder worden behandeld. Dit kan via technieken als adsorptie, biologische technieken, koude oxidatie,….
Varianten
Koelmedium
Het koelmedium is bepalend voor de laagste temperatuur waarop kan worden gewerkt. De restsolventconcentratie is afhankelijk de temperatuur en neemt (logaritmisch) af bij dalende temperatuur. Bij een specifieke solventsamenstelling kan een specifieke restconcentratie worden behaald door een juiste keuze van de condensortemperatuur.
Volgende temperatuursniveau’s kunnen worden gehaald [1]:
- Ammoniak: -40 °C voor eentraps en -60 °C voor tweetraps
- CFK’s: -53 °C;
- Meertraps CFK installaties tot -73 °C maar deze zijn minder efficiënt
- Omgekeerde Brayton cyclus: -73 °C
- Vloeibare stikstof: tot -195 °C.
In de praktijk wordt zelden lager dan -95 °C gekoeld en ligt de condensortemperatuur doorgaans tussen -40 en -80 °C.
Bij kleine (batch)systemen wordt dikwijls met vloeibare stikstof gewerkt vermits deze gedurende een belangrijk deel van de tijd in stand-by staan. Grotere volcontinue systemen (> 250 m³/h) zijn minder frequent.
Bij grote debieten (> 1 000 m³/h) wordt de condensortemperatuur meestal op -30 °C of hoger vastgelegd en zijn de praktische restemissies tussen 1 en 5 g/Nm³. Deze restemissies moeten dan via een andere techniek worden behandeld.
Directe inbreng van stikstof
De mogelijkheid bestaat om direct vloeibare stikstof in de gasstroom te brengen. De solventen zullen bevriezen in de lucht en solventsneeuw produceren. Deze wordt via filtratie afgescheiden. Het solvent wordt gerecupereerd door het te laten ontdooien.
Werkingsgraad
De werkingsgraad is afhankelijk van de component en de condensortemperatuur. Voorbeelden zijn [3]:
|
Component |
Condensortemperatuur (°C) |
Eindconcentratie (mg/Nm³) |
|
Aceton |
-86 |
< 150 |
|
Dichloormethaan |
-95 |
< 20 |
|
MEK |
-75 |
< 150 |
|
Methanol |
-60 |
< 150 |
|
Tolueen |
-65 |
< 100 |
De werkingsgraad kan ook worden verhoogd door het te behandelen gas te comprimeren. Door de compressie wordt de dampspanning van de te behandelen component evenredig groter. Bijvoorbeeld een verhoging van de druk van 1 bar naar 5 bar verhoogt de dampspanning met een factor 5. Indien men bij 1 bar aan de condensatietemperatuur zit, zal na compressie 80 % van de component condenseren. Dit kan worden gebruikt om de benodigde condensortemperatuur te verhogen.
Bij ingangsconcentraties van 5 g/m³ zijn verwijderingspercentages van 50 – 90 % haalbaar via compressiekoelsystemen. Bij gebruik van cryogene systemen zijn rendementen van 95 – 99,9 % haalbaar [1].
Bij een debiet tot 1 000 m³/h en een VOS concentratie van 200 – 1 000 g/Nm³ zijn eindconcentraties van 1 – 5 g/Nm³ mogelijk. Indien nodig moet een adsorptie nageschakeld worden (zie Actief kool adsorptie, Zeoliet adsorptie, Polymeer adsorptie en Regeneratieve sorptie)
Randvoorwaarden
- Het debiet moet voldoende klein zijn om de benodigde koelvermogens te beperken. Voor cryogene condensatie zeker < 5 000 m³/h [1]. De meeste toepassingen hebben een debiet < 250 m³/h [7]
- Gastemperatuur < 80 °C
- Druk tussen 20 mbar en 6 bar [3]
- Inkomende solventconcentraties moeten hoog zijn: 20 – 1 000 g/Nm³ [3]
: > 5 g/Nm³ [5]
- Bij natte gasstromen moeten voorzieningen worden genomen om de ijsvorming in de condensor te minimaliseren door een voorafgaandelijk ontvochtiging
Hulpstoffen
Aanvoer van stikstof nodig bij koeling met vloeibare stikstof. Bij gebruik van een koelkring enkel suppletie koelmiddel.
Naar schatting is 10 kg/h vloeibare stikstof nodig voor iedere kW koeling die vereist is. Dit is echter ook afhankelijk van het ontwerp van de installatie en van het type solvent [1].
In het optimale geval kan het verdampte stikstofgas nuttig worden ingezet in het proces voor bijvoorbeeld inertisatie. In het geval dat voorheen reeds vloeibare stikstof werd aangevoerd voor deze toepassingen is er geen extra meerverbruik.
Milieu-aspecten
De restemissie moet verder worden behandeld.
Solventbesparing indien het solvent wordt herbruikt.
Indien de afgescheiden solventen onzuiver zijn, kan het opwaarderen tot herbruikbaar product te duur zijn zodat vernietiging (verbranding) aangewezen is.
Energieverbruik
Afhankelijk van de gebruikte techniek. Het energieverbruik kan beperkt worden door het plaatsen van een meertraps afkoeling waarbij de lucht op verschikkende temperatuurniveaus wordt gekoeld waarbij iedere maal het optimale koelmedium wordt gebruikt. Dit is een afweging tussen investeringskosten en werkingskosten.
Het energieverbruik is voornamelijk afhankelijk van het vereiste koelvermogen, de temperatuur waarop gekoeld moet worden (hoe lager hoe energieintensiever), type koeling.
Kostprijs
- Investering
- Werkingskosten
Gevalstudie CS2 verwijdering [6]
- maximum debiet: 500 Nm³/h
- maximale concentratie CS2 = 124 g/Nm³
- maximaal debiet: 500 Nm³/h
- condensortemperatuur: -120 °C
- investeringskost 360 000 EUR voor een vloeibare stikstofcondensor
- kost vloeibare stikstof: 24 000 EUR/jaar
Voor- en nadelen
Voordelen
- Compacte technologie
- Terugwinning organische solventen indien de solventen zuiver af te scheiden zijn
- Gewenste eindconcentratie kan gekozen worden door juiste keuze van condensortemperatuur
- Hoge efficiëntie bij hoge VOS concentraties
Nadelen
- Verbruik van vloeibare stikstof welke moet worden geproduceerd of aangekocht
- Bij natte gasstromen moeten voorzieningen worden genomen om de ijsvorming in de condensor te minimaliseren door een voorafgaandelijk ontvochtiging.
Toepassingen
Cryogene condensors worden toegepast op:
- procesgassen uit reactoren
- gassen afkomstig van opslagtanks (vooral bij vulbewerkingen)
- kleine gasstromen met hoge VOS-concentraties
Referenties
- EPA technical bulletin: Refrigerated condensers for control of organic air emissions december 2001
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, february 2002
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- J.C.Mycock, et Al.:" Air pollution control engineering and technology" Lewis publishers, 1995
- solvent capture for recovery and re-use from solvent laden gas streams, Environmental Technology Best Practice programme, guide GG 12
- Leveranciersinfo
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock en R. Dijkmans., Beste Beschikbare Technieken voor de houtverwerkende nijverheid, oktober 2003