Synoniemen, afkortingen en/of procesnamen
- Solventrecuperatie
- Luchtscheiding met membranen
- Vaconocore
Verwijderde componenten
Solventen:
- alkanen
- olefines
- aromaten
- alcoholen
- ethers
- esters
- ketonen
Gechloreerde solventen:
- dichloorethaan
- trichloorethaan
- vinylchloride
- monochloorbenzeen
N2 verwijdering uit lucht met simultane productie van O2-aangerijkte lucht
H2 uit raffinaderijgas
Vocht uit:
- perslucht
- solventen
Principeschema
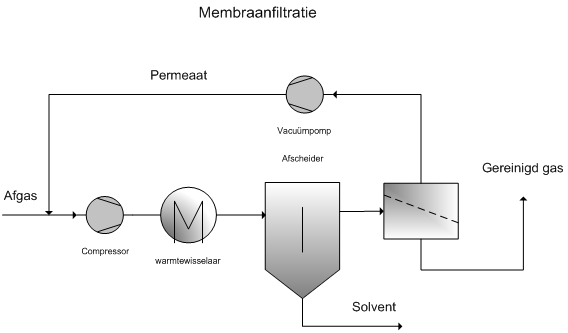
Procesbeschrijving
Membraanfiltratie maakt gebruik van het feit dat solventen makkelijker doorheen een membraan migreren dan zuurstof, stikstof, waterstof en CO2 (10 – 100 maal beter [3], 2 – 400 maal beter [5]).
De lucht beladen met solventen wordt gecomprimeerd en langs een membraan gestuurd. Het membraan houdt de lucht tegen en laat de solventen door. De te zuiveren lucht staat onder overdruk (0,1 – 1 MPa). De andere zijde van het membraan wordt onder onderdruk (ongeveer 0,2 - 150 kPa) gehouden door middel van een vacuümpomp. Door het verschil in partieeldruk migreren de solventen door het membraan.
Als resultaat krijgt men een solventarme en een solventrijke gasstroom. De solventarme gasstroom moet verder worden behandeld via een andere zuiveringstechnologie zoals adsorptie, foto-oxidatie, naverbranding, biologische zuivering, … .
De solventen worden uit de solventrijke stroom gerecupereerd door het uitvoeren van een condensatie. Dit kan zoals op de figuur vermeld, na bijmenging bij de originele stroom. De recuperatie kan evenwel ook plaatsvinden voor bijmenging met de ingangs- stroom. Hierbij zijn verschillende varianten mogelijk.
Bij hoge solventconcentraties zal na de compressiestap reeds een voorafgaande condensatie in de warmtewisselaar plaatsvinden met afscheiding van de solventen. Dit is nuttig om de belasting op de membranen te verminderen.
De installatie wordt gedimensioneerd op basis van het debiet, de solventconcentratie, type solvent, type membraan (oppervlaktebelasting), vereiste herwinningsgraad, vereiste solventconcentratie, … .
Vermits bij de opconcentrering van de solventen de concentratie aan solventen varieert van onder de onderste explosiegrens tot boven de bovenste explosiegrens, bestaat er een potentieel risico op explosie in de membraanmodule. Hiermee moet bij het ontwerp rekening worden gehouden.
Varianten
Er zijn ook membraaninstallaties beschikbaar voor de productie van stikstofgas, met stikstof aangereikte lucht (82 % i.p.v. 78 % voor NOx reductie in motoren) en met zuurstof aangereikte lucht (31 % i.p.v. 21 % voor klinische doeleinden of voor verbrandingsprocessen).
De configuratie van het membraan is afhankelijk van de leverancier: dit varieert van vlakke membranen tot holle vezelmembranen. Ook bestaat de keuze tussen organische en anorganische membranen. De anorganische membranen zijn beter bestand tegen temperatuur en vervuiling. Deze membranen worden voornamelijk in de gaszuivering van nucleaire brandstoffen gebruikt en bij afscheiding van mengsels van waterstof/stikstof, waterstof/methaan, helium/methaan, zuurstof/stikstof, CO2/CH4, koolwaterstoffen uit lucht, … [5]. De anorganische membranen zijn bestand tegen extremere gasomstandigheden (b.v. inzake temperatuur).
Werkingsgraad
- Dichloormethaan [1]:
- inlaatconcentratie: 10 – 30 %
- eindconcentratie: 150 mg/Nm³
- 1,2 Dichloorethaan [1]:
- inlaatconcentratie: 80 g/Nm³
- eindconcentratie: 320 mg/Nm³
- KWS:
- Butaan [5]:
- inlaatconcentratie 300 ppm
- eindconcentratie 70 ppm
Randvoorwaarden
- Omgevingstemperatuur (afhankelijk van het membraan)
- Druk:
- Solventconcentratie minimum enkele g/Nm³
- Stof: zeer lage concentratie vereist om membraan te beschermen
- Relatief kleine gasdebieten: capaciteiten van 2 100 – 3 000 Nm³/h zijn gekend [3]
- Solventconcentraties tot 90 % kunnen worden behandeld [3]
- Solventconcentraties: typisch tussen 1 – 10 % [6]
Hulpstoffen
Periodiek zal het membraan moeten worden vervangen. De garantie van de levensduur van de membranen bedraagt 5 jaar [4].
Milieu-aspecten
De techniek wordt gebruikt voor recuperatie zodat de geconcentreerde stroom hergebruikt wordt.
De restemissie moet meestal verder worden behandeld. In bepaalde gevallen kan de solventconcentratie echter direct tot onder de norm worden gereduceerd met de membraanafscheiding.
Energieverbruik
Het energieverbruik bestaat uit de ventilatorkosten en uit de kosten voor de vacuümpomp. De drukval over het membraan bedraagt 0,1 – 1 MPa. Het totale energieverbruik bedraagt tussen 250 kWh/1 000 Nm³/h [2] en 300 kWh per 1 000 Nm³/h [4] (incl. ventilator)
Kostprijs
Investering
Werkingskosten
- Personeel: 4 dagen per jaar
- Energiekosten:
- Kostenbesparing mogelijk door gerecupereerde solventen
- Totale werkingskosten typisch minder dan 50 EUR per 1 000 Nm³
- De kostenbepalende parameters zijn:
- debiet;
- technische levensduur membraan;
- vereiste recovery;
- vereiste eindconcentratie;
- type componenten.
Indien een product met hoge eenheidprijs wordt teruggewonnen, worden terugverdientijden van 4 maanden tot 1 jaar vermeld. Dit is enkel mogelijk bij gunstige procesomstandigheden. In minder gunstige gevallen zal de techniek zich niet terugverdienen, maar zal de techniek een besparing betekenen ten opzichte van andere luchtzuiveringstechnieken.
Productie van stikstofgas prijzen 1995 [5]
- Capaciteit: 3 ton/dag
- Zuiverheid: 95 % N2
- Investeringskost: 90 000 USD
- Werkingskost:
- membraanvervanging: 16 USD/dag
- energie: 35 USD/dag
- afschrijving: 46 USD/dag
- andere: 9 USD/dag
- Totale kost per dag: 106 USD/dag
- Kost van stikstof: 35 USD/ton
Productie van met zuurstof aangerijkte lucht prijzen 1995 [5]
- Capaciteit: 10 ton zuurstof/dag
- Zuiverheid: 35 % O2
- Investeringskost: 288 000 USD
- Werkingskost:
- membraanvervanging: 38 USD/dag
- energie: 86 USD/dag
- afschrijving: 138 USD/dag
- andere: 18 USD/dag
- Totale kost per dag: 280 USD/dag
- Kost van stikstof: 28 USD/ton
3-traps systeem om freon CFK-113 te recupereren [5]
- Capaciteit: 850 Nm³/h
- Ingaande concentratie: 3 % in lucht
- Eindconcentratie: 0,075 %
- Eindproduct: zuivere vloeistof van CFK-113
- Investeringskost: 650 000 USD
- Energiekost: 63 500 USD/jaar
- Werkingskost incl. afschrijving: 44 USD per 1 000 Nm³ voeding
- Kost per kg product: 0,46 USD/kg
Voor- en nadelen
Voordelen
- Hergebruik van grondstoffen
- Makkelijk in gebruik
- Geen afval geproduceerd
Nadelen
- Membraanfiltratie is enkel een concentratietechniek en moet worden gevolgd door een tweede stap (bv. condensatie of cryocondensatie)
- explosiegevaar
Toepassingen
- Stikstofgasproductie (97 – 98 % zuiverheid) en productie van lucht aangereikt met zuurstof.
- Recupereren van benzine en solventdampen uit opslagtanks die optreden tijdens vullen.
- Recuperatie van 1,2-dichloorethaan bij de productie van monovinylchloride.
- Recuperatie van monovinylchloride bij de PVC-productie.
- Recuperatie van dichloormethaan uit geconcentreerde afgassen van de procesindustrie die deze stof als solvent gebruiken.
- Recuperatie van olefinemonomeren uit afgassen van de ontgassing van polyolefines in de polymeerproductie.
- Waterstofrecuperatie uit raffinaderijgas.
- Recuperatie van organische stoffen uit afgassen van raffinaderijen.
- Continue verwijdering van het gevormde product uit een chemische reactor om de reactievoorwaarden ideaal te houden en de reactie ver te laten doorgaan.
- Heliumrecuperatie uit koolwaterstoffen of stikstofgas.
- Waterstofafscheiding uit synthesegas voor correctie van de CO/H2 ratio, uit stikstofgas bij de ammoniakproductie en uit koolwaterstoffen voor waterstof-recuperatie.
- CO2 afscheiding uit aardgas en biogas om het gas op te waarderen.
- Droging van lucht en andere gassen.
Referenties
- Leveranciersinfo
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, february 2002
- Environmental Technology Monographs Handbook, Handbook on Gaseous Waste, Envi Tech Consult, Nederland, 1993
- R.D. Noble , S.A. Stern: Membrane Separation Technology: principles and applications, Elsevier Science 1995
- solvent capture for recovery and re-use from solvent laden gas streams, Environmental Technology Best Practice programme, guide GG 12