Synoniemen, afkortingen en/of procesnamen
- actief koolfilter
- poederkoolinjectie
Verwijderde componenten
- VOS en solventen
- H2S, NH3, metalen, geur,… met specifieke koolsoorten
- dioxines
Principeschema
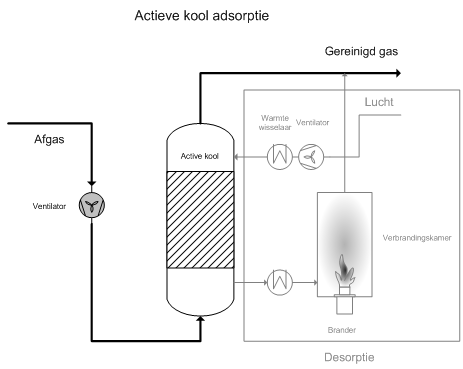
Procesbeschrijving
Actief kool is een microporeuze inerte koolstofmatrix, met een zeer groot intern oppervlak (700 tot 1 500 m²/g). Dit intern oppervlak leent zich ideaal tot adsorptie. Actief kool wordt gemaakt van amorf koolstofbevattend materiaal zoals hout, steenkool, turf, kokosnootschalen,… Het wordt gevormd door een thermisch proces waarbij de vluchtige componenten van het koolstofhoudend materiaal (grondstof) worden verwijderd in afwezigheid van zuurstof. Via specifieke behandelingen krijgt men een bepaalde poriënstructuur die de adsorptiecapaciteit en adsorptie eigenschappen van die actieve kool bepaald.
De gasstroom wordt door het actief kool geleid, waar de te verwijderen componenten door adsorptie worden gebonden aan het actief kool totdat deze verzadigd is. Na het bereiken van de verzadigingsgraad van het actief kool wordt deze vervangen of geregenereerd.
Bij vervanging wordt de beladen actief kool meestal teruggenomen door de leverancier die het als (chemisch) afval afvoert of regenereert.
Wanneer het bedrijf de actieve kool zelf regenereert speken we van regeneratieve adsorptie.
Over het algemeen wordt de verzadigingsgraad uitgedrukt in g/kg actief kool. De verzadigingsgraad is afhankelijk van de concentratie in de lucht. Experimenteel kunnen adsorptie isothermen worden opgesteld welke het verband geven tussen het aantal g van een component per gram actieve kool die kan worden afgevangen en de partieeldruk van de component in de lucht. De partieeldruk van een component is afhankelijk van de concentratie van de component in het gas en van de druk van de afgassen. Bij hogere concentratie en hogere druk wordt de partieeldruk van de component groter.
De isotherm van actieve kool is lineair. Bij hogere partieeldrukken wordt de capaciteit evenredig hoger. Dit maakt dat actieve kool bij een gegeven temperatuur een hogere adsorptiecapaciteit heeft bij hoge dan bij lage ingangsconcentraties. Bij hogere temperatuur zal de adsorptiecapaciteit echter verminderen.
Als richtwaarde kan een adsorptiecapaciteit van 20 - 25 g solvent (uitgedrukt als koolstof) per 100 g actieve kool worden geadsorbeerd bij een goede werking van de adsorptie. Indien de component slecht adsorbeert, de temperatuur hoger wordt en de vochtigheid van lucht hoog wordt zal de capaciteit minder zijn.
Deze richtwaarde is niet van toepassing bij geïmpregneerde actieve kool waar het proces door chemisorptie verloopt (zie varianten).
In de praktijk wordt de adsorptie meestal in een bed van actieve kool gerealiseerd. In het bed vormt zich dan een adsorptiezone welke zich van de luchtingang naar de uitgang beweegt naarmate het bed meer verzadigd wordt. De lucht gaat de verzadigingszone in aan 100 % de ingangsconcentratie en verlaat de zone aan de laagst mogelijke dampdruk in evenwicht met de actieve kool. Dit is weergegeven in onderstaande figuur.
Voor de adsorptiezone is het bed volledig verzadigd en na de adsorptiezone heeft er grosso modo nog geen adsorptie plaatsgevonden. Wanneer de adsorptiezone het einde van het bed bereikt krijgt men doorslag van de actieve koolfilter en moet ofwel het bed worden vervangen door nieuwe actieve kool of moet het bed worden geregenereerd ( regeneratieve adsorptie).
De standtijd van een filter kan slechts bij benadering worden ingeschat zonder het uitvoeren van testen.
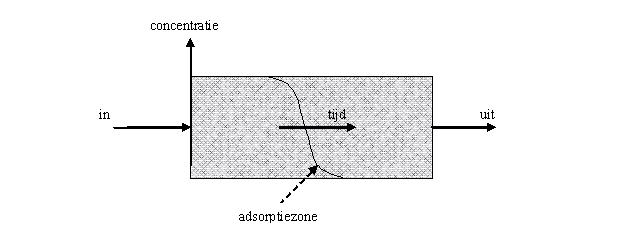
Figuur: verzadiging van het bed i.f.v. de tijd
Varianten
Uitvoering adsorptie
Adsorptie d.m.v. actief kool kan gebeuren onder de vorm van gevulde patronen, als los gestorte kool in een gepakt bed of als injectie van poedervormige kool gecombineerd met een doekfilter.
Voor laagbelaste toepassingen wordt actieve kool soms geleverd in voorgepakte filtercassettes die dan periodiek worden vervangen in de filterinstallatie. Voor hoger belaste systemen waarvoor grotere hoeveelheden actieve kool nodig zijn wordt eerder een vast bed gebruikt waarin de granules actieve kool ingebracht worden. Dit kan worden uitgevoerd als een containersysteem. Voor toepassingen met hoge debieten en lagere concentraties wordt soms poedervormige actieve kool ingebracht die nadien uitgefilterd worden. Dit laatste wordt veelal gebruikt voor dioxineverwijdering. Indien reeds een droge kalksorptie aanwezig is wordt soms een combinatie van kalk en actieve kool geïnjecteerd om zowel de zure componenten als de dioxines en VOS af te vangen.
Geïmpregneerde actieve kool
Voor specifieke toepassingen en om de verwijderingsefficiëntie te verhogen wordt het actief kool chemisch behandeld of geïmpregneerd. Geïmpregneerde actief kool adsorbeert en houdt de specifieke componenten lang genoeg vast opdat de chemische impregnant kan reageren met de verontreiniging (chemisorptie). Geïmpregneerde actief kool is speciaal ontworpen om chemische componenten die moeilijk adsorberen op standaard actief kool af te vangen. Mogelijke toepassingen zijn:
- Met oxidans bv. KMnO4 geïmpregneerde actieve kool voor geurverwijdering
- Met zwavelverbindingen geïmpregneerde actief kool voor een betere verwijdering van zware metalen zoals Hg (kwik) door de vorming van sulfides
- Impregnatie met KI (kaliumiodide) om de opnamecapaciteit voor H2S te verhogen waarbij H2S wordt geoxideerd tot SO2.
- Impregneren met een zuur zoals zwavelzuur om basische componenten zoals NH3 af te vangen
- Impregneren met base (bv. NaOH) om zure componenten als H2S af te vangen.
Regeneratief Sorbaliet
Sorbaliet (actieve kool + kalk): dit mengsel wordt gebruikt voor het reiniging van de afgassen van verbrandingsovens. Met één product kan dan zowel de SOx als dioxineproblematiek worden geremedieerd.
Werkingsgraad
De werkingsgraad is afhankelijk van het type verontreiniging, het type actieve kool dat wordt gebruikt en de temperatuur en vochtigheid van de afgassen. Bij een goed werkende installatie kan een rendement van 95 – 98 % worden verwacht bij ingangs-concentraties van 500 – 2 000 ppm.
Typisch kunnen bij goede werking concentraties van 400 – 2 000 ppm tot onder 50 ppm worden gebracht.
Voor de gieterijsector wordt een eindconcentratie van 20 mg/Nm³ VOS vooropgesteld [10]
Kwik kan teruggebracht worden tot minder dan 0,05 mg/Nm³. Dioxines tot minder dan 0,1 ng TEQ/Nm³ en voor geur en H2S worden rendementen van 80 – 95 % vooropgesteld [13].
Randvoorwaarden
Volgende voorwaarden moeten worden voldaan voor een goed adsorptierendement van normale actieve kool [1]:
- Temperatuur < 50 °C (15 – 80 °C) (uitz. voor dioxineverwijdering waarvoor bij hogere temperaturen mag gewerkt worden)
- Relatieve vochtigheid < 70 %, minimale voorwaarde is geen condensatie. Bij vochtgehaltes boven 70 % zal het rendement echter reeds verminderen door dat water de actieve plaatsen op de koolstof zal innemen.
- Stofgehalte voldoende laag om verstopping van het bed te voorkomen. In principe moet de lucht stofvrij zijn. Een waarde van maximum 3 mg/Nm³ wordt vooropgesteld [2]. Bij BBT [15] wordt een waarde van 5 mg/Nm³ vooropgesteld.
- Druk: 1 – 20 bar
- VOS gehalte maximum 25 % onderste explosiegrens
- Dioxines 10 – 100 ng/Nm³ TEQ
- VOS 10 – 100 000 mg/Nm³ [13]
- Kwik: 1 – 10 mg/Nm³ [13]
- H2S: 10 – 200 mg/Nm³ [13]
- Geur: 10 000 – 200 000 ge/m³ [13]
Hotspots en zelfontbranding
Alle adsorptieprocessen zijn exotherm zodat bij adsorptie warmte wordt vrijgegeven aan het bed. Daarnaast kunnen de actieve kool of de metalen op of in de actieve kool zorgen voor een katalytische oxidatie van de VOS in het bed. Dit kan sterke plaatselijke verhitting en zelfs zelfontbranding van het bed veroorzaken die gans het bed of een gedeelte ervan vernietigt. Indien niet het ganse bed wordt vernietigd zal de actieve kool in de rest van het bed van eigenschappen veranderen vanwege de hoge temperaturen (verandering van poriegrootte).
Dit is vooral een gevaar bij bepaalde koolwaterstoffen zoals ketonen en terpentijnen. Bij hogere concentraties van deze componenten kan actieve kool zelfs bij gassen op kamertemperatuur voor hete plekken (verminderd adsorptierendement) of voor bedbranden zorgen.
Zelfontbranding kan worden tegengegaan door de lucht te bevochtigen. Hierbij moet worden opgelet dat de efficiëntie van de actieve kool niet te sterk vermindert.
Hulpstoffen
Actieve kool moet bij verzadiging worden geregenereerd of vervangen. Het verbruik aan actieve kool is afhankelijk van:
- Debiet
- Concentratie polluent: bij hogere polluentconcentratie heeft men een hoger verbruik. De specifieke belading wordt echter groter m.a.w. men heeft minder actieve kool nodig om een bepaalde hoeveelheid polluent af te vangen.
- Type polluent
- Temperatuur gassen: hogere temperatuur geeft hoger verbruik
- Vochtgehalte gassen: hoger vochtgehalte geeft hoger verbruik
- Druk: hogere druk geeft een lager verbruik
Milieu-aspecten
De verbruikte actieve kool moet worden geregenereerd of vernietigd (verbrand). In de meeste gevallen wordt de verbruikte actieve kool mits bijkomende vergoeding terug meegenomen door de leverancier van actieve kool. Dit is in de meeste gevallen ook de meest economische oplossing.
Indien regeneratie ter plaatse wordt toegepast is de standtijd van de actieve kool langer en genereert men minder afval.
Energieverbruik
Er is geen energie nodig voor het adsorptiebed. De ventilator moet wel zwaarder worden uitgevoerd om de drukval over het bed te overwinnen.
Kostprijs
- Investering
- Werkingskosten
- Bedrijfskosten bedragen 20 – 100 EUR/1 000 m³ bij een solventconcentratie van 1 – 10 g/m³ [14]
- Hulp & reststoffen:
- 600 tot 1 300 EUR per ton niet-geïmpregneerde actieve kool incl. ophaling verzadigde kool. [1]
- 1 700 – 2 500 EUR per ton niet-geïmpregneerde actieve kool incl. ophaling + verwerking kool [2]
- 3 000 – 4 500 EUR per ton geïmpregneerde actieve kool incl. ophaling verzadigde kool [2]
- 4 000 EUR per ton actieve kool [14]
gevalstudies
gevalstudie droogkuis [9]
- behandeling van de droogdampen met actieve kool
- vermindering perchloorethyleen (PER) met 15 %
- investeringskost van 2 500 EUR
- PER-concentratie < 240 mg/Nm³ bij ontladen
gevalstudie dioxineverwijdering uit gassen houtverbranding [11]
- De houtverwerkende nijverheid heeft houtgestookte installaties staan
- Afgassen moeten afgekoeld zijn tot 100 – 130 °C
- Eindconcentratie < 0,1 ng TEQ/Nm³
- Verbranding van de verzadigde actieve kool in de eigen verbrandingsinstallatie
- Investeringskost vastbed installatie: 0,2 – 0,4 miljoen EUR per ton/h verbrandingscapaciteit
- Investeringskost injectie van actief kool: 0,07 – 0,18 miljoen EUR per ton/h indien reeds een stofafscheider aanwezig; indien die niet aanwezig is moet nog eens 0,06 – 0,12 miljoen EUR per ton/h bijgeteld worden voor de installatie van een doekenfilter (mouwenfilter).
- Voor een installatie op verduurzaamd hout is het verbruik aan actief kool 2 – 4 kg per ton houtresten. De energiekosten en onderhoud zijn verwaarloosbaar tov de actiefkool kost
Voor- en nadelen
Voordelen
- Hoge efficiëntie van VOS verwijdering
- Simpele en robuuste technologie
- Geschikt voor discontinue processen
- Gemakkelijk onderhoud
- Gemakkelijke plaatsing
Nadelen
- Stof kan voor verstoppingen zorgen
- Mengsels van componenten kunnen voor een snelle doorslag zorgen
- Niet geschikt voor natte afgassen (minder kritisch bij geïmpregneerde actieve kool)
- Risico van zelfontbranding van het bed (ketonen, terpentijnen, …)
- Risico op polymerisatie van onverzadigde KWS op de actieve kool (exotherm en veroorzaakt verstoppingen)
Toepassingen
Actief kool sorptie heeft een heel breed toepassingsbereik voor:
- De verwijdering van solventen en VOS bij drukkerijen, lakkerijen,…
- De verwijdering van dioxines, zware metalen zoals kwik en andere restemissies in afvalverbrandingsovens
- Ontgeuring, air-conditioning
- Reiniging van procesgassen zoals o.a. synthesegassen, waterstof, aardgas, koolstofdioxide, gas uit stortplaatsen en solvent recuperatie
- Recuperatie van perchloorethyleen dampen in de droogkuis
- VOS verwijdering in gieterijen
Referenties
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Choosing an adsorption system for VOS: carbon, zeolite, or polymers? (1999). EPA technical bulletin
- Solvent capture for recovery and re-use from solvent laden gas streams. Environmental Technology Best Practice programme, guide GG 12
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Vergelijkende evaluatie van mogelijke gasreinigingssystemen voor huisvuilverbranding. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventarisatie van de afvalverbrandingssector in Vlaanderen.. Vito, 2001/MIM/R/030
- Werkboek milieumaatregelen: Metaal- en elektrotechnische industrie (1998). VNG uitgeverij
- Leveranciersinfo
- P. Van den Steen, A. Vercalsteren en R. Dijkmans., Beste Beschikbare Technieken voor de Droogkuis, December 1997
- L. Goovaerts, Y. Vreys, P. Meulepas, P Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de gieterijen, Maart 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock en R. Dijkmans., Beste Beschikbare Technieken voor de houtverwerkende nijverheid, oktober 2003
- J. Van Deynze, P. van den Steen en R. Dijkmans., Beste Beschikbare Technieken voor koetswerkherstelling, 1998
- T Feyaerts, D. Huybrechts en R. Dijkmans., Beste Beschikbare Technieken voor mestverwerking editie 2, oktober 2002
- L. Goovaerts, M. De Bonte, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de metaalbewerkende nijverheid, december 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de slachthuissector, juni 2003
- J. Van Deynze, P. Vercaemst, P. Van den Steen en R. Dijkmans., Beste Beschikbare Technieken voor verf-,lak-,vernis- en drukinktproductie, 1998