Method diagram
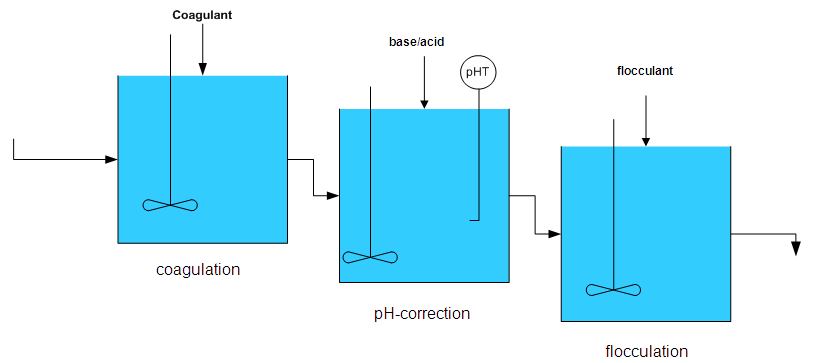
Continuous coagulation-flocculation in mixed tanks |
|
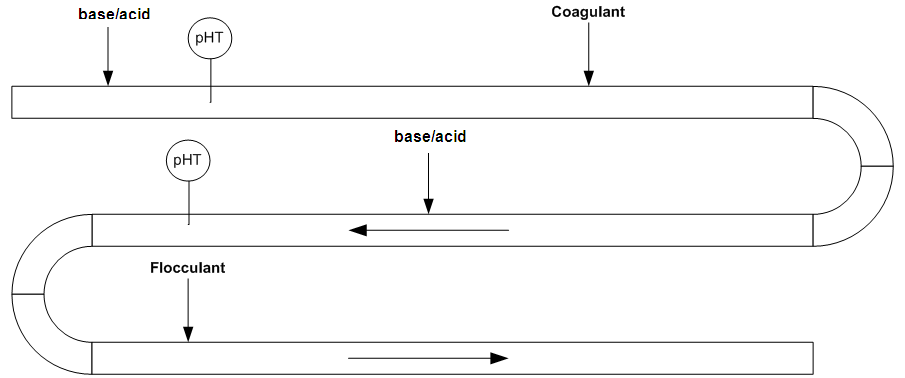
Continuous coagulation-flocculation in a pipe flocculator |
Method and installation description
Coagulation and flocculation are often used in combination. In some cases, the use of a coagulant or flocculant is sufficient to form settleable and floating floccules.
The aim of coagulation is to destabilise a colloidal solution, so that polluting matter can bunch together to form floccules. Colloidal or suspended particles have a negative load and are stable in water: they don’t sink of their own accord. Coagulation takes place when a coagulant is added, for example, Fe(III)Cl3, PAC (polyaluminium chloride) or low-molecular polymers. The addition of a coagulant will reduce (stabilise) the repellence between the colloidal particles. A coagulant will be added in a fully mixed tank with a short retention time (a few minutes) and high turbulence or in a pipe flocculator (see figure). The resulting floccules are small and can only grow when calmly stirred, which will allow particles to further cluster together. Flocculants or flaking products can be added to aid this process. They are added in the pipe flocculator or in a fully mixed tank with a longer retention time (15-20 minutes) and low turbulence (to not destroy the floccules).
Flocculants are high-molecular substances (polymers) with various functional groups. The loaded particles and/or small floccules are attracted to the polymer’s loading groups, which results in a larger floccule. They can then be easier separated via flotation or sedimentation. Because the particles do not all have the same load, the polymer structure requires various load groups. Anionic, cationic and non-ionic polymers are available. Correct binding between the polymer and the particles is very important for effective flocculation. This means that, besides the type of load, the distribution of the load across the molecule is also important, as is the length of the polymer. Further, the polymer’s level of cross-linking, and the ability to bind with itself, is of importance. The implementation of these elements results in a few hundred different polymers, each with a specific area of effectiveness. In a number of cases, it may be sufficient to only add a flocculant in order to realise effective separation. Normally, a combination of coagulant and flocculant will be needed.
The floccules are then collected in a follow-up treatment and form a quantity of polluted sludge that needs to be further treated (reduced, disposed of, incinerated, etc.)
Specific advantages and disadvantages
Particular pollutants can be removed from the wastewater using coagulation/flocculation, which would otherwise be impossible without adding these chemicals.
Limited investment is required for these tanks and dosage units. However, a major disadvantage of this technique are the operational costs. In some cases, considerable quantities of coagulant and flocculant are needed to achieve the required level of flocculation. A certain quantity of physico-chemical sludge is also formed, which is normally processed externally. These costs can escalate, particularly with large volumes of wastewater.
The correct dosage of chemicals is also very important for the process to work correctly. This is not straightforward with wastewater with a widely varying composition. Effective buffering of wastewater offers a good solution in this case.
Application
Sectors in which coagulation/flocculation is implemented include textiles, food, slaughterhouses, surface treatments on metals, etc.
Here are a few typical applications, though not a comprehensive overview.
- Wastewater treatment in the textile sector. Coagulation/flocculation is used for the purification of all industrial wastewater, but is more efficient when purifying more concentrated flows, for example, for paint processes, printing or applying backing layers.
- Pre-purification of wastewater in the food sector, in meat processing, for example, slaughterhouses, sugar refineries, oils and fats.
- Treatment of degreasing baths or purification of rinse water in surface treatment and the car industry. In this case, the process of coagulation/flocculation can be accompanied by phosphate removal and metal precipitation.
- Pre-purification of wastewater that is released in barrel cleaning or tank cleaning.
Boundary conditions
Sedimentation and/or equalisation will often be implemented as a pre-treatment for physico-chemical purification. The purpose of this is to restrict the use of chemicals and variations in concentrations. In many cases, pH correction is also needed prior to coagulation.
It is essential to select the correct chemicals and dosage to remove a particular pollutant. This means the effectiveness of various coagulants and flocculants must be evaluated at laboratory scale, at pilot scale or in practice. In this case, the final choice is determined by factors such as particle size, the type of water, speed of coagulation/flocculation and the cost price of the various chemicals.
Effectiveness
The technique can be implemented for the removal of various components. The effectiveness is greatly determined by a large number of factors in the wastewater. In general, one can expect effective removal of SM (80-95%). The reduction of COD, P and metals is determined by the application. If this technique is selected, a yield of >60% can be realised for these applications.
Support aids
A large number of coagulants and flocculants are commercially available. A few examples of coagulants include iron chloride, iron chloride sulphate, polyaluminium chloride, polyamides and polytannines. Flocculants can be cationic, anionic and non-ionic. Acid and base may need to be added to reach the required pH range for the product.
Environmental issues
Physico-chemical (polluted) sludge is often released, which requires external treatment.
Costs
The installation consists of reaction tanks and buffer barrels, a polymer-creation system, lamella separator or sedimentation basin, sludge storage tank and possibly a filter compressor. Further, there will also be costs for piping, electricity and automation.
Operating costs are primarily accounted for by chemical consumption. They are determined by the dosage and the cost price per kilogram of product. The statistics for these products are 0.15 to 5 €/kg. The dosage level mostly lies between the range of 0.5 to 100 mg/l of water. Disposal costs for the sludge amount to ~ 500 €/tonnes of dry matter. Further, there will be costs for energy, maintenance and personnel.
Case study (2007) volume 70 m³/hour, DAF installation with pipe flocculator, poly electrolyte-creation unit and dosage pump and sludge pump: € 105.000 investment costs.
Case study (2008) volume 30 m³/day, DAF installation with dosage pump, measurement and regulation equipment, sludge tank and controls, € 75.000 investment costs.
Comments
In practice, the chemicals and dosages required are greatly determined by the wastewater. Thus lab research and/or pilot studies are recommended.
Complexity
The accuracy with which chemicals must be dosed, makes this a complex process.
Level of automation
The process can be well automated.
References
- Baeyens J., Hosten L. and Van Vaerenbergh E., Wastewater purification, Environment Foundation - Kluwer Editorial, 1995
- EIPPCB, Reference Document on BAT in Common Waste Water and Waste Gas Treatment / Management Systems in the Chemical Sector, draft February 2009 (revision upon release)
- VITO-SCT, revision of technical notes WASS, 2009
Version February 2010