Synonyms, abbreviations and/or process names
- Rotor concentrator
- Pressure swing adsorption (PSA)
Removed components
- VOC
- Odour
Diagram
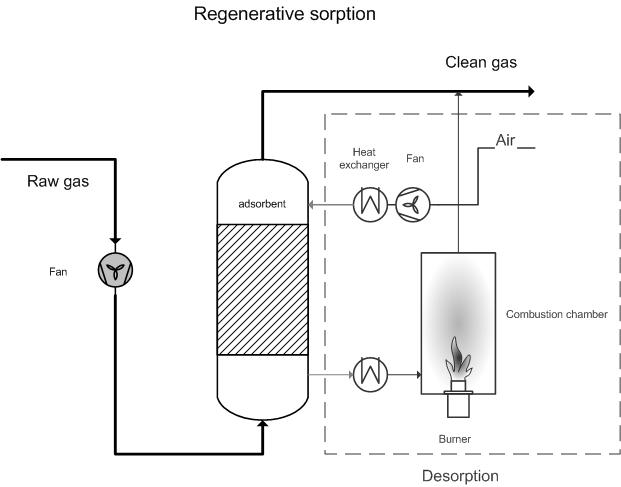
Process description
The process consists of a bed of adsorbers (activated carbon, zeolite, polymer or a combination) with which the odour or solvent is first adsorbed and then desorbed, after which the cycle can start again. Normally, around 5 cycles are needed to realise a stable adsorption and desorption quantity.
Desorption can take place via pressure reduction, temperature increase or a combination of the two. Desorption normally takes place using steam, hot air or hot inert gas. This option is further examined under ‘variants’.
A fixed timeframe can be established for regeneration or detection can take place using a sensor. If there is a consistent average emission, then a fixed timeframe can be adopted. However, if one has fluctuating solvent loads in flue gases, then it would be best to work with a sensor. In this case, determining the boundary value, which is used for the sensor, and the time period is crucial if the installation is to operate effectively.
Gases that are released during desorption must be treated further. In the case of steam or vacuum regeneration, the solvent can easily be retrieved from desorption gases by employing a condenser. There will then only be a small flow of non-condensable components, which could eventually be returned to the adsorption circuit. During desorption with hot air or hot inert gas, a concentration build-up multiplied by 10 – 15 can be realised. In this case, desorption gases are less suited to solvent recuperation, but are good for after-burning. Due to the concentration build-up, less after-burning is required and there is little or no need for support fuels.
It is important to note that the working capacity of adsorbents in a regenerative installation is less than that of fresh adsorbents. This is because not all active places become vacant again after the desorption cycle.
For activated carbon, the working capacity is approximately 50% of fresh activated carbon. For zeolites, this is approximately 90% compared to fresh zeolite and for polymers the working capacity varies between 50 and 90%.
For activated carbon and polymers, it is thought that only 50% working capacity is realised via micropores. It is difficult to desorb VOC’s from these micropores. In order to remove the VOC’s, one would probably need to implement pyrolysis. However, this would cause the structure of the activated carbon to be altered and/or the polymer to be destroyed.
Zeolites have a uniform pore size, whereby work capacity appears to be higher.
When designing the installation, one should know the working capacity. The required bed size can be twice the size calculated for fresh adsorbents. In this manner, working capacity has a great effect on the size of the installation, and thus the investment and operation costs too.
The adsorption amounts to 30 m% solvent for fresh adsorbents. For regeneration purposes, dimensioning is normally calculated at between 5 and 10 m% per cycle.
During testing it was established that a combination of adsorbents realises better results for mixes of VOC, than a bed consisting of just one adsorbent. For a gas flow containing xylene and methanol, this was demonstrated using a mix of activated carbon and zeolite. This can be explained by the fact that xylene adsorbs better on activated carbon and methanol better on zeolite. This means that there is generally better adsorption throughout the bed. This applies to regenerative adsorption as well as one-off adsorption. Due to the high cost aspects of zeolites and polymers, in practice such a combination will only be used for regenerative sorption.
Variants
There are three implementation types for adsorption-desorption installations:
- Thermal regeneration
- Vacuum regeneration
- Rotor concentrator
Thermal regeneration
In thermal regeneration, the installation consists of 2 or more adsorption beds. One bed is regenerated, while the other remains active for adsorption. A potential third bed is, after regeneration, dried, cooled and put on stand-by. Regeneration takes place by blowing steam into the bed so that the bed heats up and the VOC desorbs. This takes place at temperatures between 80 and 200 °C. After desorption, cooling air is blown into the bed so that it cools down and dries. This is continued until the desired temperature and humidity in the bed are realised.
Initially, steam is mainly used for regeneration. Thereafter, hot air, hot nitrogen, built-in heating elements and microwaves can be employed successfully. Thermal regeneration is most suited to volatile VOC’s.
This technique can be used for activated carbon, zeolites and polymers.
The table below contains typical values for regenerative adsorption with activated carbon and the required steam quantities for desorption of the solvent.
Table: Typical values for adsorption with activated carbon [1]
|
Solvent |
Inlet concentration (ppm) |
Optimum solvent-load (m%) |
Steam required (kg/kg solvent) |
|
Dichloromethane |
10 000 |
17 |
1.4 |
|
Tetrahydrofurane |
5 000 |
9 |
2.3 |
|
n-hexane |
5 000 |
8 |
3.5 |
|
Ethylacetate |
5 000 |
13 |
2.1 |
|
Trichloroethylene |
5 000 |
20 |
1.8 |
|
n-heptane |
5 000 |
6 |
4.3 |
|
Toluene |
4 000 |
9 |
3.5 |
|
MIBK |
2 000 |
9 |
3.5 |
Thermal desorption is particularly suited to solvent recuperation. Solvent-laden desorption gases are immediately condensed (see condensor and cryo-condensation ) or recuperated via membrane filtration. The resulting liquid consists of one or more solvents and water, if steam is used for desorption. For larger solvent quantities, or an expensive solvent, a pure solvent is realised via decantering (water separation) and distillation so it can be re-used. If the composition is too complex or if quantities or values are to low, the solvents are disposed for incineration. In this case, one could also opt to burn the solvents in gas phase, via after-burning (see thermal afterburning, recuperative thermal oxidation, regenerative thermal oxidation, catalytic oxidation, recuperative catalytic oxidation and regenerative catalytic oxidation).
Vacuum regeneration
One could implement vacuum regeneration to prevent contamination of VOC’s, with steam for instance, and to improve solvent recuperation. This is referred to as pressure swing adsorption. Using a vacuum pump, the pressure in the bed is lowered so that VOC’s boil at the temperature in the bed. While the VOC’s are boiling, the temperature of the bed will slowly fall.
A small quantity of inert gas is sometimes added to aid the transport of VOC’s from the filter. VOC’s are later recuperated by separating the outlet of the vacuum pump (condensation, membrane separation, compression…).
The purity of recuperated VOC’s is determined by the purity of the VOC’s in the waste gases and by the purity of the inert gas. If this gas still contains water, then the recuperated VOC’s could be polluted by water. The solvents can be further purified via distillation.
If the level of purity is insufficient and further purification would be too expensive, the VOC’s are disposed as liquid for incineration or are broken down into vapour form via thermal or catalytic oxidation (see thermal afterburning, recuperative thermal oxidation, regenerative thermal oxidation, catalytic oxidation, recuperative catalytic oxidation and regenerative catalytic oxidation).
This technique can be used for activated carbon, zeolites and polymers.
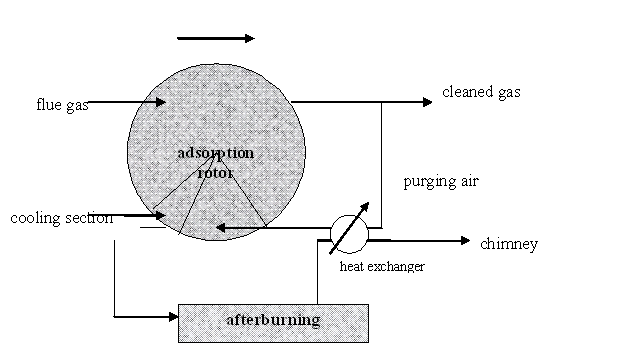
Rotor concentrator
In a rotor concentrator, the adsorbents are added to a rotating wheel (see figure below). Most of the wheel’s surface area is used to remove pollutants from the gases. A small section of the rotor is used for desorption. Sometimes another section is placed after the desorption section, which contains cooling air that will help the rotor cool down; thus enabling a good yield to be realised for adsorption.
A rotor concentrator is a thermal adsorption-desorption unit which is normally used to destroy VOC’s rather than recuperating them. In a rotor concentrator, concentrations in waste gases are multiplied by 10 – 15 times; whereby later-employed incineration installation can be 10 times smaller and only use a fraction of the original fuel. The considerable reduction in the amount of fuel required is, one the one hand, caused by a flow rate with is 10 times lower and, on the other hand, by the higher concentrations of VOC’s - whereby less fuel is needed per waste volume.
A rotor concentrator is recommended for large gas flows with low solvent concentrations, so that costs for waste gas cleaning can be kept to a minimum.
An alternative to regeneration with heated air (which will later be incinerated), is the use of a closed air circuit. VOC’s are collected from this closed circuit with a heat pump which condenses the VOC’s and later heats the air.
In the interest of safety, it is important for the concentrated gas flow to remain below 25% of the lowest explosion limit (risk of fire and explosion).
Efficiency
The efficiency is a combination of the efficiencies for adsorption and after-treatment of gases (condensation, after-burning…). If adsorption has a yield of 96% and after treatment has a yield of 98%, then the overall yield will be 96% x 98% = 94%. Thus both adsorption and after treatment have an influence on the definitive yield. The technique with the lowest yield has the largest impact on the definitive yield.
The yield for regenerative adsorption is 95 – 99%, whereby end concentrations of below 20 mg/Nm³ are possible [6].
A typical end concentration for regenerative adsorption is 20 ppm, but this could even be limited to 5 ppm [1].
Boundary conditions
See the respective technique sheets for activated carbon, zeolites and polymers.
In the interest of safety (risk of fire and explosion), it is necessary for the concentrated stream to have a concentration under 25% of the lowest explosion limit.
Input solvent concentration: 500 -10 000 mg/Nm³ [1]
500 -5 000 mg/Nm³ [2]
The presence of too many molecules with high boiling points (Tk > 140 -160 °C) must be avoided as they are difficult to absorb, or do not absorb at all, and will reduce adsorption capacity over time because a part of the VOC's is left behind after each regeneration [6].
Auxiliary materials
Steam, inert gas, cooling fluid, heat. This will be determined by the used system.
If steam regeneration is used, 4 – 6 m³ waster water contaminated with solvents is produced per ton of regenerated solven.
Environmental aspects
Waste water is produced during regeneration with steam.
Environmental aspects are greatly influenced by the way in which concentrated VOC’s are further treated:
- Condensation impure VOC’s: Disposal polluted VOC’s;
- Condensation pure VOC’s: Re-use, no residue;
- After-burning: extra NOx, CO.
Energy use
Electricity usage 2 – 4 kWh/1 000 m³ for adsorption [6]. Natural gas for steam, hot gas… for regeneration purposes is determined by the concentration of VOC’s, regeneration frequency, regeneration method… Electricity for cooling if condensation is implemented.
Cost aspects
- Investment
- Varies greatly depending on application and method of implementation
- Specific example: 240 000 EUR for 1 000 Nm³/h including steam regeneration [2]
- Operating costs
- Operating costs are strongly determined by the method of regeneration, the adsorbents used, concentrations in flue gases, solvent type…[3] For steam regeneration, for a solvent concentration of 5 g/m³ and a simple purification of the product, reference values are [3]:
- Thermal energy = 5 500 kWh/ton solvent
- Electricity = 700 kWh/ton solvent
- For hot gas regeneration, for a solvent concentration of 5 g/m³ and a simple purification of the product, reference values are [3]:
- Thermal energy = 3,000 kWh/ton solvent
- Electricity = 700 kWh/ton solvent
- For regeneration with electrodes integrated into a bed, for a solvent concentration of 5 g/m³ and a simple purification of the product, reference values are [3]:
- Thermal energy = 1 000 kWh/ton solvent
- Electricity = 1 500 kWh/ton solvent
- Operating costs are strongly determined by the method of regeneration, the adsorbents used, concentrations in flue gases, solvent type…[3] For steam regeneration, for a solvent concentration of 5 g/m³ and a simple purification of the product, reference values are [3]:
The returns from the recuperated solvent amount to: 0.12 -1 EUR/kg VOC [6]
- Case studies:
Case study: VOC removal from spray booths for gluing [4]
- Flow rate: 50 000 Nm³/h
- VOC conc: 300 mgC/Nm³
- VOC: primarily 80 % acetone and 20 % ethylacetate
- Zeolite rotor + recuperative thermal after-burning unit
- Concentration build-up factor: 1:15;
- Flow rate laden regeneration air to incineration unit: 3 350 Nm³/h
- Natural gas usage: 15 – 20 m³/h
- Compressed air usage: 2.5 m³/h
- Electricity usage: 65 kW
- Investment costs incl. ventilator: 435 000 EUR
- Replacement costs zeolite: 95 000 EUR; 5-year guarantee on zeolite
- Same installation for 75 000 Nm³: 515 000 EUR
Case study: VOC removal at a paint producer [4]
- Flow rate: 100,000 Nm³/h
- VOC conc: 200 -300 mg/Nm³
- Activated carbon rotor + recuperative thermal after-burning unit
- Concentration build-up to 20 000 m³/h;
- Investment costs: 3 250 000 EUR:
- Operating costs:
- Natural gas usage: 1 280 MWh/year = 19 400 EUR/year
- Amortisation: 220 000 EUR
- Maintenance: 45 000 EUR
- Personnel: 13 000 EUR
Case study: VOC removal at a printing works [4]
- Flow rate: 242 000 Nm³/h
- Activated carbon rotor + regenerative thermal after-burning unit
- Concentration build-up to: 40 000 Nm³/h
- Investment costs: 2 500 000 EUR
Case study: VOC removal at spraying assembly line [4]
- Flow rate: 80 000 Nm³/h
- Activated carbon rotor + regenerative thermal after-burning unit
- Concentration up to 24 000 Nm³/h
- Investment costs: 685 000 EUR:
Advantages and disadvantages
Advantages
- Robust
- Regeneration of adsorbents
- Large saving on investment costs and fuel usage for later employed after-burner (low solvent concentrations)
- More efficient recuperation of solvents from more concentrated vapour
- Specific adsorbent advantages (see activated carbon adsorption, zeolite adsorption and polymer adsorption)
Disadvantages
- No end treatment
- High dust contents can cause blockages.
- Specific adsorbent disadvantages (see activated carbon adsorption, zeolite adsorption and polymer adsorption)
Applications
In spraying booths for paints, glues… regenerative adsorption is mainly used to reduce flow rate and increase concentration, and in doing so, to reduce investment and operating costs for after-burning, for example. If the solvent is expensive and can be re-used, it can also be recuperated.
In the processing industry, regenerative adsorption with steam or heat regeneration is used to recuperate solvents from flue gases.
Recuperation of Perchloroethylene in dry cleaning. The regeneration phase for activated carbon is a bottleneck. The steam must be of a high quality. [5]
References
- Solvent capture for recovery and re-use from solvent laden gas streams, Environmental Technology Best Practice programme, guide GG 12
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- VDI 2587 part 3: Emission control: finishing plants for rolls of particularly packaging materials: coating, varnishing, lamination and vapour coating, November 2001
- Supplier information
- P. Van den Steen, A. Vercalsteren and R. Dijkmans., Best Available Techniques for Dry cleaning, December 1997
- L. Goovaerts, M. De Bonte, P. Vercaemst and R. Dijkmans., Best Available Techniques for the metal processing industry, December 2003
- J. Van Deynze, P. Vercaemst, P. Van den Steen and R. Dijkmans., Best Available Techniques for paint, varnish and printing ink production, 1998