Synonyms, abbreviations and/or process names
- Flare
- Torch
Removed components
- VOC
Diagram
Process description
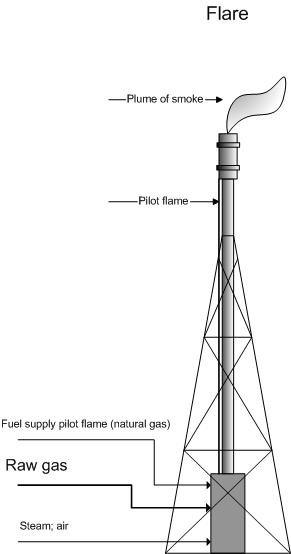
For flares, VOC’s are led via a pipe to a remote place, normally high, and are then combusted in open air via an open flame or sent to an enclosed ground flare. In order to realise effective combustion, a well-designed burner outlet, a pilot flame, steam or air injection for good turbulence and mixing are needed, along with extra fuel.
Most flames work via a diffusion flame. With a diffusion flame, air is mixed with the outer edge of the fuel gas/flue gas so that the fuel gas is surrounded by a combustible gas mix. A stable flame is obtained when this mix is ignited. The heat transfer takes place via heat diffusion between the boundary layer and the fuel gas.
Soot particles will be formed due to the cracking of VOC’s. The glow created by these soot particles lends a yellow colour and clarity to the flame. In large diffusion flames, a burning section can be sealed off from the open air due to gas burbles and turbulence. This causes soot to be formed and there is local instability which makes the flame flicker.
Variants
Flares can be divided in two ways:
- height of the flare: ground flare or tower flare;
- method to improve mixing: steam mixing, air mixing, pressure mixing, without further mixing.
Tower flare
Using a tower flare (10 – 180 m) could possibly avoid dangerous situations, such as an open flame close to a process unit or tank park. By setting the flare at a height, problems relating to noise, heat, smoke and odour could be reduced. Smoke and odour are created due insufficient burning. A tower flare remains an open flare.
A tower flare consists of:
Pipe feed for process gases;
Separation barrel (knockout drum) to remove unwanted liquids;
Water lock, special seal or inert-gas connection to avoid rebound of the flame to the piping;
Flare towers with one or multiple burner heads at the top (for effective burning and dispersion of gas);
Pilot flame and support burners to ignite the gas;
Optional: Steam injection or air injection to create enough turbulence for smoke-free burning.
Ground flare
Ground flares have various designs. They could be open flares that have been set up horizontally, but are normally enclosed flares.
Open ground flares are used, for example, for oil recuperation in the desert where few people are present. The downside of open ground flares is that dangerous situations may arise if people are in the vicinity of the flare when it is operational. Another disadvantage is that the dispersion of odour and combustion gases is less effective than tower flares.
Enclosed flares consist of an internally-insulated vertical cylinder, which contains the burning head. Flue gases are fed from underneath, where air is also attracted. Combustion gases are emitted through the top. The cylinder reduces problems caused by noise, light and heat release, and ensures protection against the wind. These enclosed flares are ground flares and are normally used for aesthetic reasons. They have no visible flame and there is no flame tower that protrudes above all surrounding buildings.
In an enclosed flare, a high pressure drop over the burner is normally sufficient to realise good, smoke-free combustion. Steam injection or air injection is not necessary. The height of the cylinder must be sufficient to attract enough air, via the chimney effect, for smoke-free operation and to disperse the produced heat.
Enclosed flares normally have a lower capacity than open flares and are used for more consistent process emissions. Due to protection from the wind, stable burning is realised at lower combustion values than in open flares, namely from 1.9 – 2.2 MJ/Nm³.
Flares with steam injection
In order to ensure sufficient air and a good mix for the flame, steam is injected into the combustion zone in this type of flare. Flares with steam injection have a single burner and are, for safety reason, still tower flares. This type of flare is the most common type of flare in the chemicals and petro-chemical industry. To limit noise problems from the steam lance, it is recommended to keep the steam pressure below 7 bar.
Flares with air injection
In flares with air injection, air is injected into the combustion zone to produce sufficient air and turbulence for smoke-free burning. These flares are constructed with a star-shaped burner head with many small holes, and are found at the top of a tube with a diameter of at least 0.6 m. This results in effective dispersion of gases. At the bottom of the tube one finds a ventilator with variable speeds, which supplies burning air. The speed of the ventilator determines how much air is provided. The advantage of air injection is that steam is not needed around the flare. This type of flare is less commonly used for large flares.
Flares with pressure mixing
Flares with pressure mixing use the pressure from flue gases to create a good mix at the burner head. If enough pressure is available from flue gases, this type of flare can be used for smoke-free burning, instead of flares with steam or air injection. Flares with pressure mixing are normally found at ground level and must thus be in a remote location with sufficient space. These flares have multiple burner heads, which become operational depending on the volume of to-be-treated gas.
Flares without additional mixing
These flares have a burning-tip without auxiliary materials to improve mixing with air. Their use is limited to gases with low combustion values, and gases with a low carbon/hydrogen ratio, that burn easily without soot-forming. These gas streams require less air for complete burning, give lower combustion temperatures (whereby cracking reactions are reduced) and are more resistant against cracking.
Efficiency
When the flare is operating correctly and the gas has a combustion value in excess of 11 MJ/Nm³, an efficiency exceeding 98% can be realised for VOC removal.
Boundary conditions
- The flow rate for which high flares are available is 0 – 1 800 000 m³/h. The flare can be used for a partial load with a factor of 1:1 000 of the maximum volume.
- The flow rate for ground flares is 600 – 210 000 m³/h whereby the wobbe index lies between 15 and 52 MJ/Nm³. The wobbe index is a guide for the interchangeability of various fuel gases on a particular burner. Two different gases with the same wobbe index offer the same capacity on a gas burner
- The flue gas must have a minimum combustion value of 11 MJ/Nm³ to realise effective combustion. Extra fuel must be added at lower combustion values. This is not the normal operating area of a flare. Extra air must be added at higher combustion values.
- In contrast to afterburners, flares have no problems dealing with high solvent concentrations. This can be attributed to the open burning used in flares. In afterburing, one has an enclosed space which may result in explosion conditions. This is not the case with an open flame.
- The use of flares can be considered if energy recuperation is not possible for combustion gases due to uncertainties concerning the emission. If the emission is consistent, then one should examine whether it can be used as fuel gas for a boiler or combustion installation.
Auxiliary materials
Depending on implementation, the following is required:
- Steam;
- Air flow (via ventilator);
- Fuel gas for pilot flame (and burner);
- Gas to keep the system in over-pressure (nitrogen, fuel).
Environmental aspects
Flares can cause light, noise and odour problems. Light problems are present in high flares. Odour problems result from insufficient burning.
The major sources of noise problems in flares are:
- Injection of smoke-reduction resources (steam, air, pressure)
- The combustion process (flickering, flame pulsation);
- Gas escaping through openings.
Flares with steam injection produce noise because of the steam jets created by injectors, and due to the burning process. The high steam pressure creates high-frequency noise, though also leads to better and faster combustion, whereby combustion noise increases. Combustion noise normally has a low frequency.
Noise can be reduced by:
- Multiple steam injection points;
- Correct placement of injectors to reduce noise from mixing;
- Limiting steam pressure to 7 bar;
- Placing a noise-absorber around the steam injector;
- Using air-blowing flares or enclosed ground flares.
Besides these problem areas, emission are created by:
- Soot particles;
- Unburnt VOC’s;
- NOx, SOx, CO.
Because this type of combustion is rarely controlled, emission control becomes difficult. For NOx, an emission of 400 mg/Nm³ has been stated [2].
Energy use
The energy cost is determined by the type of flare, the application and the type of gas to be treated.
The energy-consuming components are:
- Pilot flame: Use of fuel and electricity for air supply
- Fuel if the combustion value of the gas is a little low. In a tower flare that normally treats rich gas streams for safety reasons, fuel is only used for the pilot flame. In an enclosed flame, fuel can be added to realise better combustion. However, this is not part of normal operating procedure.
- Steam, compressed air and air to increase the flame’s turbulence. In order to produce this, either fuel or electricity is used. This is done when the flare is activated.
Cost aspects
The stated prices are for high flares with steam injection. The low investment and operating costs are applicable to flares with high flue gas flow rates (90 m³/s) with flare openings with a diameter of 2.3 m, which work for at least 100 hours per year. The high costs are applicable to flares with low flow rates (0.01 m³/s), flare openings up to 2.5 cm and maximum operation of 10 hours per year.
Investment
- 30 000 – 2 000 000 USD per Nm³/s [3]
Operating costs
- Auxiliary and residual materials: 1 500 to 130 000 USD per year per Nm³/s [3]
- Cost-effectiveness amounts to 14 – 6 400 USD per ton per year. [3]
Examples
Cost aspects ground flare [4]
- Fermentation installation of 50 000 ton KGW per year
- Biogas production approx. 600 - 700 m³/h
- Investment costs: 78 600 EUR (year 2000)
Advantages and disadvantages
Advantages
- Financially-beneficial way of treating sudden and large volumes of solvent-laden gases.
- Normally extra fuel is not needed to realise good combustion (caloric value of to-be-treated flue gas is sufficient)
- Good for greatly fluctuating or periodic emissions
Disadvantages
- May lead to problems relating to noise, smoke, heat and light production.
- Production of SOx, NOx and CO
- Not suitable for treating halogenated compounds
- The heat produced from combustion is lost.
Applications
Flares are suitable for treating VOC gases with a highly-fluctuating VOC content, volume, caloric heat and content of inert substances. Flaring is primarily used for safety purposes to destroy large quantities of organic substances from a process accident. If, for environmental reasons, a continuous emission needs to be treated, the implementation of afterburning (see thermal afterburning, recuperative thermal oxidation, regenerative thermal oxidation, catalytic oxidation, recuperative catalytic oxidation and regenerative catalytic oxidation) should be examined.
Flares are often used in the petroleum and chemicals industries as a safety precaution. Other implementations can be found in:
- Blast furnaces and coke ovens;
- Flaring waste gas at waste plants;
- Flaring excess biogas at fermentation plants and anaerobic water purification plants.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, February 2002
- EPA Air Pollution Technical factsheet: Flare
- Supplier information
- J. Van Deynze, P. Vercaemst, P. Van den Steen and R. Dijkmans., Best Available Techniques for paint, varnish and printing ink production, 1998