Synonyms, abbreviations and/or process names
- UV oxidation
Removed components
- VOC (< 500 mg/m³)
- H2S, NH3, amines, mercaptans, … (< 50 ppm)
- Odour
Diagram
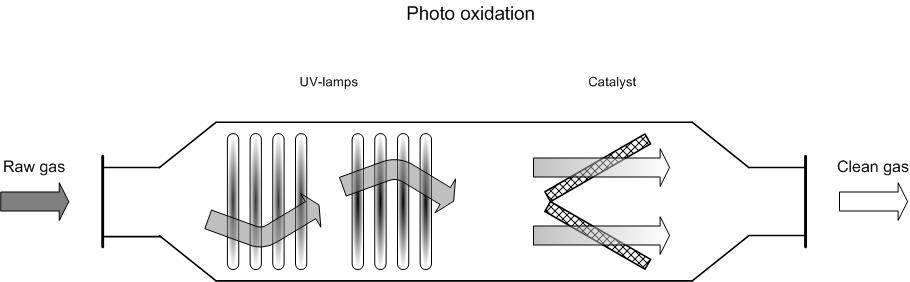
Process description
The polluted gas stream is passed through a reactor chamber, where it is irradiated with short UV waves (UV-C, wavelength range 100 to 280 nm). Under the influence of UV irradiation, organic and inorganic pollutants in the gas stream are broken-down. Break-down takes place via two mechanisms:
- Direct photolysis:
Components that are strong absorbers in the used wavelength range (certain VOC’s, NH3, H2S, mercaptans, amines, …) can be directly degraded under the influence of UV-C radiation (photolysis). Possible photolysis reactions are:
C2H6 + hv ͢ CH3 + HC + 2 H
H2S + h ͢ H + HS
- Oxidation via reactive oxygen radicals:
Components which do not directly absorb UV radiation, as well as reaction products from photolysis reactions, can be (further) oxidised by highly-reactive oxygen radicals. The latter are formed when UV radiation reacts with oxygen present in the gas stream – via the following reactions:
3 O2 + hv ͢ 2 O3
O3 + hv ͢ O2 + O*
In these oxidation reactions CO2, H2O, N2, SO2…are formed as end products.
Photo oxidation is particularly suited to discontinuous processes with lower solvent concentrations (maximum 500 mg/Nm³). The process reaches its steady-state removal yield almost immediately and has no extra start-up costs or disadvantages compared to continuous operation.
Variants
After the UV oxidation unit, some suppliers place another catalyst (activated carbon) to complete the oxidation process and to convert the unreacted ozone into oxygen. Other suppliers offer the possibility to place a 2nd set of lamps after the 1st set, but with a different wavelength, with the aim of degrading unreacted ozone.
Occasionally two oxidation units are placed in series, with a catalyst (silicon gel) between the two. The advantage of this is that concentration peaks or short polar VOC compounds can be treated more efficiently.
For strongly-polluted gas streams and high-temperature flue gases (50 – 200 °C), photo oxidation can be placed in sidestream as the reactor is able to cope with maximum 60 °C. Thus no direct photolysis takes place, but radicals are formed (oxygen, hydroxyl). These radicals are injected into the mainstream, where they oxidise odour molecules and hydrocarbons. Working in sidestream is normally less efficient than direct photo-oxidation. Feasibility tests are recommended to discover the yield.
Efficiency
The technique is very efficient for the removal of various odour components. For H2S for example, removal yields of 98 % can be realised.
For VOC’s a yield of 95 % can be realised with input concentrations of 500 mg/Nm³ [5]. End concentrations of 25 – 50 mg/Nm³ are attainable [5].
Odour and water purification installations [4]: 90 % odour reduction, in 1 specific case, a reduction of 4700 ouE to 220 ouE.
Boundary conditions
- Flow rate: Barely significant (flow rates in reference installations: 2 000 to 58 000 m³/h)
- Temperature: < 60 °C (optimal 20 – 40 °C)
- Relative humidity: < 85 % (maximum up to dew punt, no mist)
- Pressure: atmospheric
- VOC concentration: < 500 mg/m³
- Concentration H2S, NH3, amines, mercaptans…: < 50 ppm
- For high dust concentrations, dust-removal should take place prior to the oxidation unit.
- If humidity is high, a demister could, for example, be placed prior to the oxidation unit.
- If the humidity, temperature, corrosivity or risk of fouling from lamps is too high, then the unit can be placed in sidestream, where ionised air is added to flue gases.
Auxiliary materials
- UV lamps (life-span ca. 8 000 hours)
- In some variants: Catalyst (activated carbon) to remove left over ozone.
Environmental aspects
The cleaned gas stream may contain unreacted ozone molecules. Ozone has a characteristic smell and can, in high concentrations, be a health risk. However, under normal atmospheric conditions, ozone is quickly converted into oxygen. Most suppliers issue measures to limit the emission of ozone wherever possible (see ‘variants’).
Besides the used lamps, there is no other waste source. The life-span of lamps is ca. 8 000 hours.
Energy use
Electricity is needed for the lamps and the ventilator. In most applications a lamp capacity of 0.3 kW per 1 000 m³/h is sufficient.
In high solvent concentrations from difficult-to-oxidise products, this can rise to maximum 1.5 kW per 1 000 m³/h [4].
Cost aspects
Investment
- ca. 50 000 EUR for an installation of 10 000 Nm³/h
- 5 000 – 7 000 EUR per 1 000 Nm³/h for installations of 10 000 m³/h [5]
Operating costs
- The total operating cost is fairly low and consists of electricity use and lamp-replacement costs.
- Lamp replacement costs (every 8000 h): 0.06 – 0.2 EUR per 1 000 m³/h capacity [5]
- Catalyst replacement (after a few years, depending on gas composition): 0.06 -0.12 EUR per 1 000 m³/h capacity [5]
- Total operating cost: 3 – 25 EUR/kg VOC removed [5]
Examples
Gluing leather products case study [4]
- 500 mg/m³ difficult to degrade hydrocarbons
- Flow rate: 45 000 m³/h [4]
- Investment costs: 350 000 – 400 000 EUR
- Lamp replacement costs: Approx. 50 000 EUR (every 8 000 working hours)
- Electricity use: 1.5 kW/1 000 m³/h = 67.5 kW
Photo oxidation for VOC removal [4]
The following ranges have been stated qua cost aspects and operating costs.
|
Photo oxidation/VOC control |
|||
|
Flow rate (m³/h) |
1 000 |
10 000 |
100 000 |
|
Investment (EUR) |
10 000 |
60 000 |
520 000 |
|
Operation (EUR) |
|
|
|
|
- material replacement |
0.47 EUR/h |
2.2 EUR/h |
21.0 EUR/h |
|
- electricity use |
1 kW |
8 kW |
84 kW |
|
|
|
|
|
|
Max. VOC conc: (mg/m3) |
200 |
200 |
200 |
|
Max. temperature (°C) |
40 |
40 |
40 |
|
Max. relative humidity (%) |
95 |
95 |
95 |
Photo oxidation for odour removal [4]
The following ranges have been stated qua cost aspects and operating costs.
|
Photo oxidation/odour removal |
|||
|
Flow rate |
1 000 |
10 000 |
100 000 |
|
Investment (EUR) |
10 000 |
35 000 |
240 000 |
|
Operation (EUR) |
|
|
|
|
- material replacement |
0.47 EUR/h |
1.68 EUR/h |
9.75 EUR/h |
|
- electricity use |
1 kW |
4 kW |
36 kW |
|
|
|
|
|
|
Max. VOC conc: (mg/m3) |
low |
low |
low |
|
Odour yield: Maximum olphactometric |
90 % |
90 % |
90 % |
|
Max. temperature (°C) |
40 |
40 |
40 |
|
Max. relative humidity (%) |
95 |
95 |
95 |
Photo oxidation in bypass [4]
Suitable for gas streams with a high temperature, humidity content or dust content.
The following values have been stated.
|
Photo oxidation odour removal in bypass |
|||
|
Flow rate |
1 000 |
10 000 |
100 000 |
|
Investment (EUR) |
4 300 |
18 000 |
155 000 |
|
Operation (EUR) |
|
|
|
|
- material replacement |
0.10 EUR/h |
0.55 EUR/h |
5.52 EUR/h |
|
- electricity use |
0.6 kW |
4 kW |
40 kW |
|
|
|
|
|
|
Max. VOC conc: (mg/m3) |
low |
low |
low |
|
Odour yield (maximum olphactometric) |
80 – 90 % |
80 – 90 % |
80 – 90 % |
|
Max. temperature (°C) |
No limitation |
No limitation |
No limitation |
|
Max. relative humidity (%) |
No limitation |
No limitation |
No limitation |
Applications
Photo oxidation is particularly suited to discontinuous processes with lower solvent concentrations (maximum 500 mg/Nm³). The process reaches its steady-state removal yield and has no extra start-up costs or disadvantages compared to continuous operation.
The first use of photo oxidation in air purification on an industrial scale dates back to the late ‘90s. In the meantime, dozens of installations are in use, including in the following sectors:
- Coating installations (VOC reduction);
- Water purification plants (odour control);
- Waste sorting installations (odour control);
- Fermentation processes, breweries (odour control);
- Foodstuffs industry (meat, fish) (odour control);
- Kitchens (odour control);
- Waste processing installations (odour control);
Advantages and disadvantages
Advantages
- Compact, modular system
- Can be placed inside and outside
- Can be switched on and off as required (short start-up time)
- The process takes place at low temperatures
- Low energy use compared to afterburners (for gas streams with low energy content)
- Little noise
Disadvantages
- A prior test is recommended to examine whether the technique is suited to a specific installation.
- Not suitable for removing high VOC concentrations (> 500 mg/m³).
References
- An., Waste air cleaning, www.bioclimatic.de, Bioclimatic
- An., Air Pollution control, U.V. Pak Industrial Odour Abatement System, www.aafgb.com, AAF
- An., Ultraviolet Technology, UV in odour control, www.hanovia.co.uk, Hanovia
- Supplier information
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003