Synonyms, abbreviations and/or process names
Base scrubber
Removed components
- HCl
- HF
- SO2
- Cr2O7
- Cl2
- Phenols
- Organic acids
- H2S
Diagram
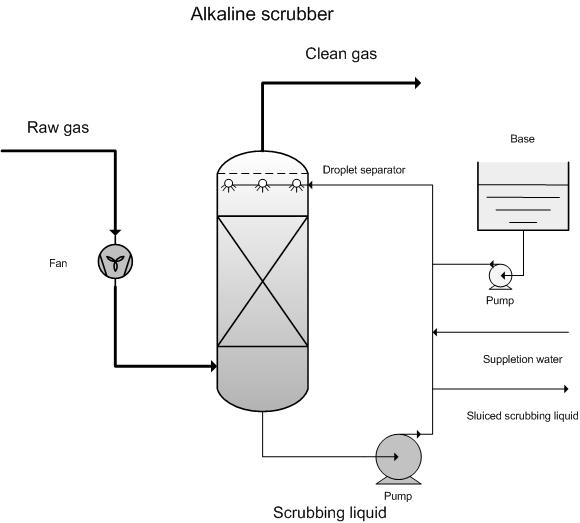
Process description
For a general process description of a gas scrubber, please refer to ‘gas scrubbing – general’. In an alkaline scrubber, acid-forming components are collected via neutralisation using a base as scrubbing liquid. This leads to the formation of salts, which can eventually be reprocessed. The drained water is purified and discharged into the sewer network.
Alkaline dosage occurs on the basis of pH control. The pH for an alkaline scrubber is normally kept between 8.5 and 9.5. The pH cannot be set very high, due to increased alkaline usage at higher pHs due to absorption of CO2 in the water. From a pH above 10, the dissolved CO2 will be present in the water as carbonate, whereby alkaline use will increase sharply. The calcium carbonate will also precipitate on the packing, whereby the pressure drop will increase. In order to avoid this, it is recommended that softened water be used for alkaline scrubbers.
Variants
Wet lime scrubbing or limestone-gypsum process
For the different variants (counter-current, co-current or cross-current, with or without built-in device), please refer to ‘gas scrubbing – general’.
Efficiency
HCl: > 99 %; < 10 mg/Nm³
HF: > 99 %; < 1 mg/Nm³
SO2: > 99 %; < 40 mg/Nm³
Phenols: > 90 %
For biogas: H2S concentrations of 1 000 – 10 000 ppm are reduced to 200 – 500 ppm which corresponds to a yield of 90 – 95 %.
Boundary conditions
- Flow rate: 50 – 500 000 Nm3/h
- Temperature: 5 - 80 °C
- Dust: < 10 mg/m3
- HCl: 50 – 20 000 mg/Nm3
- HF: 50 – 1 000 mg/Nm3
- SO2: 100 – 10 000 mg/Nm³
Auxiliary materials
- Water
- Alkalis: Sodium hydroxide, sodium (bi-) carbonate etc…; pH regulation recommended.
Environmental aspects
Waste water. In most cases, waste water needs to be purified. In certain cases it can be evaporated and reprocessed for recuperation or recovery of products.
Energy use
Energy use lies between 0.2 – 1.0 kWh/1 000 Nm3/h. Strongly determined by application [1].
Cost aspects
- Investment
- 2 000 – 30 000 EUR for 1 000 Nm³/h (strongly determined by application and implementation) [1]
- Operating costs
- Personnel costs: ca. 5 000 EUR per year (estimated at 4 hours per week)
- Auxiliary and residual materials: Determined by in-going concentrations and required residual emissions
- Cost aspects NaOH (29 %): ca. 210 EUR/ton, depending on volume
Flue gas desulphurisation case study [6]:
- Household-waste incineration plant with a capacity of ca. 80 000 ton per year and a flue gas flow rate of 60 000 Nm3/h
- Investment cost of ca. 2 500 000 EUR.
- Average concentration for SO2 400 mg/Nm3
- Continuously operating installation: Emissions of 210 ton per year.
- To reduce SO2 emissions by 50%, the use of NaOH averages 48 kg/h or 1 236 kg/day. On an annual basis, this means ca. 7.5 ton per year per 1 000 Nm3/h or 1 575 EUR per year per 1 000 Nm3/h.
Phenol-removal case study [6]
- Flow rate: 3 000 Nm³/h
- Single-stage counter-current scrubber in 316 stainless steel
- Temperature: Environment temperature
- Investment: 80 000 EUR
- Discharge: 30 l/h
- With later employed activated carbon filter in Ex set-up
- Circulation pump: 4 kW
Case study HC1 removal [6]
- Flow rate: 3 x 3 000 Nm³/h
- Single-stage counter-current scrubber in polyester
- Temperature: ambient temperature
- Investment: 62 500 EUR incl. ventilator
- Discharge: 300 l/h
- Circulation pump: 2 kW, ventilator: 1.5 kW
Biogas desulphurisation case study [9]
- Investment: between 80 000 and 150 000 EUR/1000 Nm3/hour and almost independent of treated volume
- Sodium hydroxide-storage: 30 and 60 EUR/1000 Nm3/hour
- Costs for biogas desulphurisation: Approx. 0.74 EUR per ton biomass
- Operating costs: Primarily lye use, but also personnel, electricity and water.
Advantages and disadvantages
Advantages
- Relatively compact;
- Very high removal yields
- Can be constructed in modules, multi-stage systems
Disadvantages
- Alkaline use, pH regulation recommended;
- Waste water: the quantity can be restricted by checking the discharge for density and conductivity. If economically viable, in certain cases, the formed salts are reprocessed and re-used.
Applications
Is used for the removal of acid-forming components during incineration processes in:
- Electricity plants
- Waste combustion installations;
- Electro industry
- Chemicals industry
- Chlorine production
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventory of the waste incineration sector in Flanders. Vito, 2001/MIM/R/030
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- Supplier information
- VDI 3679, Nassabscheider, Abgasreinigung durch absorption
- VDI 3927, Abgasreinigung, Abscheidung von schwefeloxiden, stickstoffoxiden und halogeniden aus abgasen (rauchgasen) von verbrennungsprozessen
- T Feyaerts, D. Huybrechts and R. Dijkmans., Best Available techniques for manure processing, edition 2, October 2002
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003