Synonyms, abbreviations and/or process names
Oxidative scrubber
Removed components
- Odour components
Diagram
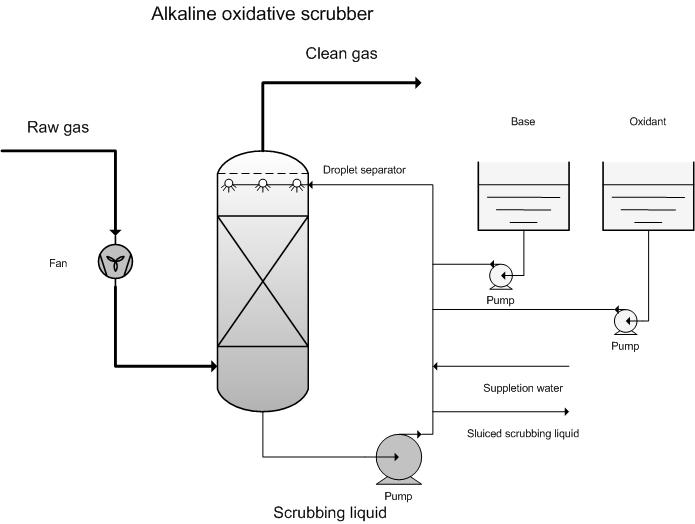
Process description
For a general process description of a gas scrubber, please refer to ‘gas scrubbing – general’. Alkaline oxidative scrubbing is primarily used to tackle odour problems. It involves organic odour components being oxidised in an alkaline environment, at pH 7 – 10.
Sodium hypochlorite (NaOCl), potassium permanganate (KMnO4) or hydrogen peroxide (H2O2) are used as strong oxidants. With potassium permanganate MnO2 is created, and needs to be periodically removed from the scrubbing liquid. With hypochlorite, chlorines are created and for hydrogen peroxide no by-products are created. However, hydrogen peroxide is a weaker oxidant than hypochlorite or permanganate.
Considering that odour-removal can be relatively complex in terms of the composition of odour components, it is recommended to perform prior pilot tests to specifically determine the removal efficiency.
If amines are present in the flue gases, it is recommended to first perform acid scrubbing to avoid the forming of chloro-amines.
Variants
For the different variants (counter-current, co-current or cross-current, with or without built-in device), please refer to ‘gas scrubbing – general’.
Efficiency
On average, the removal efficiency amounts to 75 – 95% [1]
In a three-stage scrubber, one can expect odour yields of 80 – 90% [7].
Components that cause odour problems often have a fairly low odour threshold. Thus concentrations of to-be-removed components often lie in the sub-ppm-ppb level. For components with a particularly low odour threshold, such as mercaptans, it is thus difficult to bring residual concentrations below the odour threshold.
The removal yield is determined by the ability of components to oxidise and the residence time in the scrubber. An increase in the residence time requires a larger installation and leads to higher investment costs.
Boundary conditions
- Flow rate: 50 – 500 000 Nm3/h
- Temperature: 5 - 80 °C
- Dust: < 10 mg/m3
- Odour: Determined by the composition and nature of components in flue gases.
- Toxic chloro-vapours may exist when NaOCl is used at a low pH. That is why, when using NaOCI, it would be better to later employ an alkaline scrubber to collect chloro-vapours.
Auxiliary materials
- Water
- Base: Sodium hydroxide
- Oxidants: Sodium hypochlorite, potassium permanganate, hydrogen peroxide etc.
The dosage of reagents should take place via precise automation in order to ensure consistent operation and to limit the use of reagents. The oxidant is always dosed with a certain level of excess.
Environmental aspects
Waste water, residual emissions.
Chloro-vapours may exist in a scrubber when NaOCl is used at a low pH. That is why, when using NaOCI, it would be better to later employ an alkaline scrubber to collect chloro-vapours.
Energy use
Energy use: 0.2 -1 kWh/1 000 Nm3/h. Strongly determined by application. [1]
Cost aspects
- Investment
- 5 000 -20 000 EUR for 1 000 Nm³/h (strongly determined by application) [1]
- Operating costs
- Personnel costs: 5 000 – 10 000 EUR per year (estimated 4 - 8 hours per week [1])
- Auxiliary and residual materials: Determined by in-going compositions and required residual emissions
Removal of formaldehyde case study [6]
- Flow rate: 21 000 Nm³/h; 34 000 Nm³/h
- Temperature: 120 °C
- Emission duration: Continuous 5 days per week
- In-going concentration: 180 mg/Nm³ (85 percentile) max. 330 mg/Nm³
- Out-going concentration: 20 mg/Nm³
- Installation
- Single-stage alkaline oxidative scrubbing
- In case 1, there is no cooling of the leachate because the adiabatic saturation temperature amounts to 45 °C. In case 2 there is no mention of cooling. In cases 3, 4 and 5 a prior quench must, or has been used.
- Use of H2O2 as oxidant
- Installation incl. assembly and testing, supply tanks for chemicals, service based on 6-monthly checks and a set of reserve parts amounts to 159 000 EUR excl. VAT. This price includes a ventilator.
- Offer 2 for this situation equals 241 500 EUR excl. VAT for total investment in stainless steel 304 or 201 500 EUR excl. VAT in HDPE format. Prices include a ventilator (11 500 EUR)
- Offer 3 including the ventilator and including a prior quench, costs 310 000 EUR excl. VAT.
- Offer 4 without prior quench. Separate investment needed to cool until 70 °C in advance. Price including ventilator etc. equals 93 600 EUR excl. VAT
- Offer 5: scrubber including quencher, scrubber and ventilator but excluding assembly for 135 000 EUR excl. VAT.
Odour removal in waste processing case study [6]
- Flow rate: 35 000 Nm³/h
- Environment temperature
- Installation cross-current scrubber: Three-stage acid, alkaline oxidative, alkaline scrubbing with use of hydrogen peroxide as oxidant
- Estimation of use: 16 kW electricity (excl. ventilator), 0.5 l/h H2SO4 96 %, 5 l/h NaOH 33 %, 5 l/h H2O2 50 %, softened water 200 – 400 l/h, tap water 200 – 400 l/h.
- Investment costs: 337 000 EUR
- Same situation for three-stage counter-current scrubber, cost aspects of 328 500 EUR.
Odour removal at foundry - case study [6]
- Flow rate: 20 000 Nm³/h
- Ambient temperature
- Components: H2S, NH3, amines, sulphur compounds (incl. mercaptans and disulphides), other odour components
- Installation cross-current scrubber: Three-stage alkaline, alkaline oxidative, acid scrubbing with use of hydrogen peroxide as oxidant. Alkaline scrubbing is performed first to ensure saponification of still present fats and to collect H2S and fatty acids. These sulphur compounds are oxidised in the oxidative step and the amines and NH3 are collected in the acid step.
- Estimation of use: 14 kW electricity (excl. ventilator), 7 l/h H2SO4 96 %, 30 l/h NaOH 33 %, 10 l/h H2O2 50 %, softened water 1 000 l/h, tap water 300 l/h.
- Investment costs: 245 000 EUR
Advantages and disadvantages
Advantages
- Removal yield up to 95% is possible.
Disadvantages
- The use of strong oxidants requires suitable safety precautions and a special installation set-up.
Applications
Odour removal in the following sectors:
- Foodstuffs industry
- Mixed fodder production
- Slaughterhouses
- Air freshener production
- Textile industry
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventory of the waste incineration sector in Flanders. Vito, 2001/MIM/R/030
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- Supplier information
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003