Synonyms, abbreviations and/or process names
- Regenerative afterburning
Removed components
- VOC’s, odour
- Carbon monoxide
- Halogenated compounds (specific catalysts required)
- CO
- (Fine organic particles)
Diagram
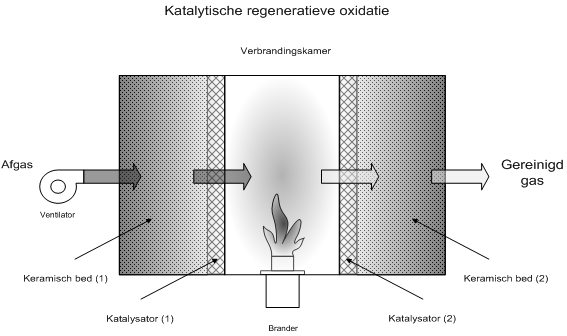
Process description
This is a combination of catalytic afterburning and a regenerative heat recuperation system. The workings of heat recuperation have been explained in regenerative thermal oxidation.
The yield for heat recuperation can be as high as 98 %, as in regeneration with non-catalytic afterburning. In recuperative catalytic afterburing, autothermic combustion is possible from 1 -2 g/m³ of solvent [5]. According to BAT [7,9] autothermicity is realised from 0.5 -1.5 g/m³.
Variants
See regenerative thermal oxidation and catalytic oxidation
Efficiency
- Hydrocarbons: 90 – 99 %. The lower yields are realised with low input concentrations. If one works with 2 beds, then one also has a lower yield [2]
- CO: > 98 % [2]
Boundary conditions
See regenerative thermal oxidation and catalytic oxidation
- In the interest of safety, the hydrocarbon concentration in the flue gas mix must be kept below 25% of the lowest explosion limit (LEL).
- Dust concentrations less than 3 mg/m³ [5].
Auxiliary materials
Only extra fuel needed. The amount required is much lower than a set-up with afterburning.
Environmental aspects
See technique sheet 35
Energy use
Determined by gas composition. Low energy use compared to situation without heat recuperation. Autothermicity is realised from 0.5 -1.5 g/m³ [7,9].
Cost aspects
Investment
Operating costs
- Personnel costs: 2 days per year [1]
- Operating costs: 3 600 to 12 000 USD per year for 1 000 Nm³/h [2]
- Total cost aspects per ton of solvent amounts to 150 – 26 000 USD/ton per year [2]
- Major cost factors:
- Flow rate: Size of installation
- Energy content of gases: Higher energy content means less extra fuel
- Required removal efficiency determines the residence time. Higher efficiency means higher costs
- Type of catalyst
- Measurement and configuration equipment
Examples
Case study: Glue spraying booths [6]
- Flow rate: 10 000 m³/h
- Load: 1 270 mg C/Nm³
- 16 hours per day operation
- Investment costs: 307 000 EUR excl. VAT
Case study: flexographic printing [6]:
- Flow rate: 13 000 m³/h
- Investment costs: 340 000 EUR excl. VAT
Advantages and disadvantages
Advantages
- See catalytic oxidation
- No corrosion problems with heat exchanger
- Homogenisation of gas stream in the bed
- Extensive energy recuperation:
- Relatively low operating costs
Disadvantages
- See catalytic oxidation
- High investment costs
- Ceramic beds may become blocked
- In discontinuous operation, the bed must be re-heated every time
- Large size and weight
- A lot of maintenance and moving parts
Applications
In most cases, a thermal regenerative system is installed instead of a catalytic system because thermal yield is very high. A catalytic system is relatively expensive.
Applications are more-or-less the same as thermal regenerative afterburning , on the condition that no catalyst poisons are present.
References
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, February 2002
- EPA Air Pollution Technical factsheet: Regenerative incinerator
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- EPA Air Pollution Technical factsheet: Catalytic incinerator
- VDI 2587 part 1: Emission control: heatset web offset presses, November 2001
- Supplier information
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003
- T Feyaerts, D. Huybrechts and R. Dijkmans., Best Available techniques for manure processing, edition 2, October 2002
- L. Goovaerts, M. De Bonte, P. Vercaemst and R. Dijkmans., Best Available Techniques for the metal processing industry, December 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003