Synonyms, abbreviations and/or process names
- Bioscrubber
- Biological scrubber
Removed components
- Alcohols: methanol, ethanol, butanol, glycol, diglycol…
- Aldehydes and ketons: formaldehyde, acetaldehyde, acetone, methylisobutylketon (MIBK), methylethylketon (MEK)…
- Carboxyl acids and their esters: EDTA, proponic acid, acetates, methylmetacrylate…
- Phenols
- Heterocyclical sulphur and nitrogen components
- Mercaptans
- Amines
- Chlorophenols
- H2S
- To a lesser extent: Naphthalene, thioethers
Diagram
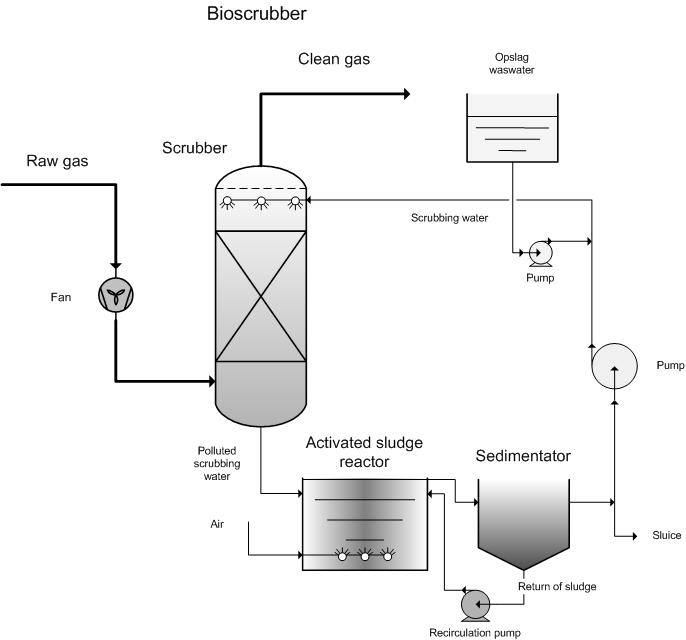
Process description
A bioscrubber consists of a gas scrubber and a biological reactor. In the gas scrubber, to-be-removed components are absorbed from the gas stream by the wash water. In the biological reactor, the pollutants that have been absorbed by the wash water are biologically degraded. The purified scrubbing liquid is circulated to the scrubber, where it is able to reabsorb pollutants.
The biologically degradable hydrocarbons are converted into H2O and CO2 in the bioscrubber. The non-degradable hydrocarbons remain in the wash water. Components such as H2S and NH3 are converted into sulphate and nitrate respectively. Regular draining needs to take place in order to keep down the salt content and the level of non-degradable hydrocarbons. This can take place on the basis of conductivity or via fixed discharge. The level of discharge is determined by the flue gas composition. It has been established that stable biological degradation can still be realised with salt content equivalent to a conductivity of 5 mS/cm[2]. An hydraulic residence time for wash water of 20 – 40 (maximum) days, produces good results.
The gas scrubber must be designed to ensure that the residence time of gases in the scrubber amounts to approximately 1 second. This may be slightly more or slightly less, depending on the solubility of the components. The scrubber must have a special open packing and special spray nozzles to prevent blockage by biosludge.
Besides a carbon source (hydrocarbons), the biological system also needs nutrients in order to survive. For this purpose, a mix of nutrients is added to bioscrubbers. This mix of nutrients contains nitrogen, phosphorus and trace elements.
The biological reactor contains an aeration device to supply bacteria with enough oxygen to break down the components. In the event of poorly soluble and difficult to degrade components, there is a real risk of components being stripped into the air. In order to prevent pollutants being emitted via stripping, it would be best to send the air from the aeration device back through the bioscrubber.
The biological reactor can be set up as an active sludge system or a biofilm system on a carrying material. Systems with a carrying material normally have a lower sludge production. When the bioscrubber is started, the biology is injected with sludge from a biological water purification installation or another bioscrubber. This sludge must adjust to the specific component-composition of flue gases. The adjustment to difficult-to-degrade components can take a few weeks to a month before the pre-determined efficiency is realised.
To degrade specific sulphur and chlorine components, bacteria cultures are sometimes injected that have been specifically grown in laboratory settings.
Variants
Use of existing water treatment installation
If a company already possesses a biological water treatment installation, the possibility can be examined of only investing in a gas scrubber and to use the existing biology as a biological compartment. The discharge from the gas scrubber goes together with other company waste-water to the biological system. Part of the effluent from the biological system can be used as scrubbing liquid. This may help to suppress investment costs.
Addition of solubility enhancers [3]
To improve the collection of difficult-to-dissolve substances, one could add a solubility enhancer. An example of this would be a high-boiling silicone oil which is dispersed throughout the water. There will be 100 – 1000 times more non-polar VOC present in the oil than in the water. By biologically degrading these non-polar VOC’s, the solubility enhancer is regenerated. The discharged water must be treated via micro or ultra-filtration to separate the oil. The discharged sludge must be dewatered. The oil content in the sludge can be reduced to less than 3% by washing the filter cake with water.
Efficiency
Removal yield [1]
- VOC: 80 – 90 %
- Odour: 70 – 80 %
- Ammonia: 80 – 95 %
Bioscrubber at an oils foundry: 75 % odour removal [9]
Boundary conditions
- Pollutants must be water soluble
- Pollutants must be biologically degradable (aerobically)
- There must be a relatively consistent emission supply. Biological techniques are not suited, or are less suited, to work schedules less than 8 hours per day, 5 days per week.
- Conductivity may be maximum 5000 mS/cm for stable biological degradation [3]
- The sludge concentration can be maximum 15 g/l of dry substance.
- Temperature: 15 – 40 °C [1], optimum 30 – 35 °C [3]
- Pressure: Atmospheric [1]
- VOC: 100 – 1 000 mg/m³ [1,3],
- Odour: > 20 000 ou/m³ [1]
- Ammonia: 50 – 200 mg/m³ [1]
Auxiliary materials
Relatively few auxiliary materials are required. There is normally low chemical dosage. The following auxiliary materials are applicable:
- Nutrient mix: Composition and dosage determined by flue gas composition. Normally consists of nitrogen, phosphorus, potassium and trace elements.
- Acid or alkaline to correct the pH. In most cases, only alkaline will need to be implemented. This is the case for acid-forming sulphur, nitrogen and chlorine components.
- Suppletion water to compensate for vaporisation and discharge. Discharge is often arranged on the basis of conductivity.
Environmental aspects
A bioscrubber creates two types of waste flow:
- A discharge laden with salts and COD that cannot be degraded biologically.
- Sludge discharged from the bioreactor. This must be removed in an environment-conscious manner.
One must pay attention to the intermediate storage of wash water. This may lead to the forming of odour components, due to anaerobic conditions. This conditions will need additional treatment.
Energy use
The energy use for the recirculation pump is 0.2 – 0.5 kWh/1 000Nm³/h.
Use of the ventilator is determined by the scrubber’s pressure drop (2 – 5 mbar).
The biological scrubber’s electricity use is primarily determined by the aeration device. The size of the aeration device is determined by the load of the bioreactor; thus also the load of the air. This must be examined on a case-by-case basis.
Cost aspects
General:
Investment
Operating costs
- Personnel costs: ca. 0.5 days per week (variable) [2]
- Auxiliary and residual materials: Minimal support substances. Discharge sludge quantity determined by the load in the air.
- Total operating costs: 1.3 DM per 1 000 m³ [5]
- Total operating cost: 5 – 10 EUR per 1 000 m³ from a flow rate of 5 000 m³/h [6,8]
Cost-determining parameters:
- Flue gas volume (proportionate)
- Pollutant concentration (proportionate)
- Rate of biological degradation (reversely proportionate)
- Required efficiency (proportionate)
Case study 1 [4]:
- Treating flue gases from a coffee refinery for odour reduction
- Configuration = two-phase bioscrubber
- Flow rate = 10 000 m³/h
- Investment costs = 260 000 EUR
- Operating cost:
- Energy: ca. 7 000 EUR
- Use of chemicals and water ca. 1 500 EUR
- Personnel (maintenance, follow-up): Average 1 h/d
Advantages and disadvantages
Advantages
- Biodegradation of components; no VOC’s as residual products
- High concentrations of easy to degrade components can be processed.
- High concentrations of acidifying sulphur, nitrogen and chlorine components can be removed by checking pH.
- Due to the large quantity of water, peak emissions are better dealt with than by biofilters and biotrickling filters (see technique sheets 29 and 30)
Disadvantages
- Stable flue gas streams preferred (in terms of composition and load); the yield will fall if there are fluctuations.
- Primarily suited to soluble components
- Components must be biologically degradable
- Production of sludge, which must be disposed of
- Discharge water requires further treatment.
Applications
Bioscrubbers are used in [2,4]:
- Cigarette industry for odour detection. Odour concentration is reduced by approximately 5 000 ou/m³ to 200 – 300 ou/m³.
- Solvent problems when alcohols, ketons, acetates… are used.
- Removal of odour components, NH3, H2S,… from gas originating from water purification plants
- Removal of odour arising from the production of enzymes
- Removal of odour arising from the production of aromas
- Removal of odour and sulphur components from flue gases in the rubber industry
- Removal of odour and sulphur components from flue gases in the production of methionine
- Removal of odour in the production of polymers
- Removal of odour, hydrocarbons and nitrogen components during the processing of paint residues
- Treatment of flue gases coming from waste sites for dangerous substances
- Ammonia removal at cattle farms
- Slaughterhouses for odour removal
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector, BREF document, European IPPC Bureau, http://eippcb.jrc.es, 2002
- VDI 3478: biological waste gas purification: bioscrubbers and trickle bed reactors July 1996
- information from suppliers
- VDI Seminar 434802 am 25 November 2003: Optimieren der biologischen abluftreinigung
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003
- T Feyaerts, D. Huybrechts and R. Dijkmans., Best Available techniques for manure processing, edition 2, October 2002
- L. Goovaerts, M. De Bonte, P. Vercaemst and R. Dijkmans., Best Available Techniques for the metal processing industry, December 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003