Method diagram
|
|
 |
|
Anaerobic contact reactor |
Upflow reactor |
Method and installation description
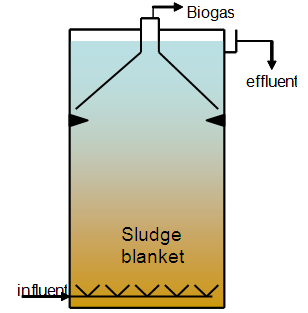
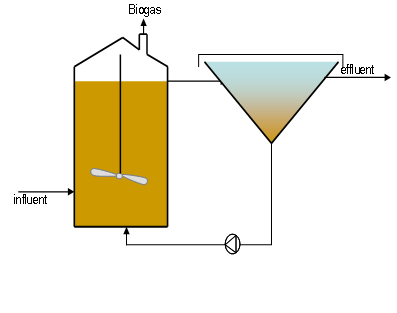
Anaerobic treatments on wastewater are normally implemented when treating more concentrated wastewater. The anaerobic sludge contains various groups of micro organisms that work together to eventually convert organic material to biogas via hydrolysis and acidification. Biogas typically consists of 70% methane (CH4) and 30% carbon dioxide (CO2) with residual fractions of other gases (e.g. H2 and H2S). The methane can be used as an energy source. Anaerobic reactors can be implemented in a variety of ways. The figure shows a contact reactor and an upflow reactor.
The contact reactor is comparable with a conventional active sludge system, but under anaerobic conditions. The sludge is mixed with wastewater in the reactor and is then separated in the sedimentation tank and returned to the reactor.
In the anaerobic upflow reactor, the influent is introduced at the bottom of the vertical reactor. The sludge in the reactor is primarily grain shaped and forms a blanket in the reactor, with the most compact sludge grains at the bottom and the lighter grains and heavier sludge floccules above it. Very light sludge floccules will be released by the upward flow, but can potentially be collected in a sedimentation tank. The biogas is collected and disposed of at the top of the reactor, separately from the partly purified water and the sludge.
In addition to the contact reactor and the upflow reactor, other types are also available:
- Conventional digester
This type is primarily implemented for the fermentation of RWZI sludge and liquid organic waste. The system is characterised by very low loads and a large volume in order to achieve the longest possible retention time. This type of reactor does not include recirculation of anaerobic sludge.
- Packed anaerobic filter (sludge on carrier)
This reactor is filled with carrier material and is normally used as an upflow reactor.
- UASB (upflow anaerobic sludge blanket) or EGSB (expanded granular sludge bed)
Both systems are variations of the upflow reactor. The main difference between the two is the increased recirculation of the EGSB reactor. Together with the prominent sludge grain, this enables higher loads in the EGSB (15-30 kg COD/m³/day).
- Anaerobic membrane reactor
This type of application uses membranes for sludge-water separation. To date, little use has been made of this system.
An extra purification phase will often be implemented after anaerobic purification, e.g. for the removal of residual fractions of COD and nutrients N and P. This often involves the use of an aerobic post-purification treatment.
Specific advantages and disadvantages
Advantages:
- Formation of biogas:
The encountered organic pollutant is converted into biogas with a high energetic value. This, for example, allows the energy needed to operate the water purification system to be fully or partly recuperated.
- High loads
The volumetric load (COD load per m³ active volume per day) in an anaerobic reactor is typically 5 to 10 times higher than aerobic wastewater purification.
- Very little sludge production
Sludge growth in an anaerobic reactor is 4-5 times lower than in an aerobic system.
Working in campaigns is possible. If the anaerobic sludge is not fed, it will hibernate [1] , which means longer periods without food can be spanned without excessive sludge mortality. The system will almost immediately become active after re-start.
Disadvantages:
- Incomplete break-down of organic compounds: Need for post-purification via, for example, aerobic purification;
- No thorough nutrient removal: Again, later aerobic purification with nutrient removal is often needed;
- Most efficient purification in the mesophilic range, i.e. between 30-37°C, whereby the influent must be heated in most cases;
- Less robust system with regards to toxicity and inhibition;
- Risk of odour problems.
Application
Anaerobic purification is implemented in various sectors. In the food sector, this technique is regularly used to reduce the high cost of aerobic waste purification by partially breaking down the organic load and converting into biogas.
Anaerobic processes are also frequently used to ferment aerobic sludge and fluid organic waste.
Boundary conditions
Anaerobic purification is often preceded by a tank for buffering and conditioning the wastewater. The typical retention time is two days. Acidification takes place up to pH 5.5 or 6, along with hydrolysis of the suspended matter.
Anaerobic reactors are typically used for wastewater purification when the wastewater complies with the following conditions:
- Average to high COD concentration
- Temperatures from approximately 20°C.
- Average to low salt concentrations
- Low sulphate concentration (ratio of COD concentration over S04 concentration less than 10)
- Low concentration of fats/oils
- Absence of toxic components
The effluent from anaerobic purification will normally not comply with applicable discharge norms and will require an extra purification step. Anaerobic post-purification will be selected in many cases, whereby the organic and nutrient load will be reduced.
Effectiveness
The anaerobic reactor can be implemented for removing the following parameters:
- COD: On average, the reactor will remove 80-90% of ingoing COD;
- N: Is incorporated into the sludge at a rate of 13g N per 1000g removed COD;
- P: Is incorporated into the sludge at a rate of 3g P per 1000g removed COD.
Approximately 0.35-0.4 Nm³ biogas is produced per kg COD that is removed from the influent. The caloric value amounts to 20 to 30 MJ/Nm³.
Support aids
No supports aids are needed.
Environmental issues
It is important to correctly collect and handle the formed biogas, in order to prevent it from escaping into the atmosphere. 60-75% of the biogas consists of methane, which is a greenhouse gas with an impact that is approximately 20 times greater than carbon dioxide.
Costs
A UASB reactor for industrial wastewater with a COD of 3000 mg/l with an active volume of 500 m³ and a volumetric load of 5 kg COD/m³.d is estimated at € 1.000.000. However, the price is determined by civil engineering specifications (type of foundation), air purification and gas treatment (gas conditioning, flare,…) automation,…
Comments
/
Complexity
Despite the biological processes in the anaerobic reactor, this is a fairly simple system and is, in terms of complexity, comparable with conventional aerobic water purification.
Level of automation
Anaerobic wastewater purification techniques can be fully automated, as can aerobic wastewater purification techniques.
References
- EIPPCB, Reference Document on BAT in Common Waste Water and Waste Gas Treatment / Management Systems in the Chemical Sector, draft February 2009 (revision upon release)
- R.E. Speece, Anaerobic Biotechnology for industrial wastewater, 1996
- TNAV, supplier survey, 2008
- VITO-SCT, revision of technical notes WASS, 2009
- www.paques.nl
Version February 2010
[1] Enter a resting phase