Synonyms, abbreviations and/or process names
Acid scrubbing
Removed components
- NH3
- Amines
- Esters
- Alkali reacting components
Diagram
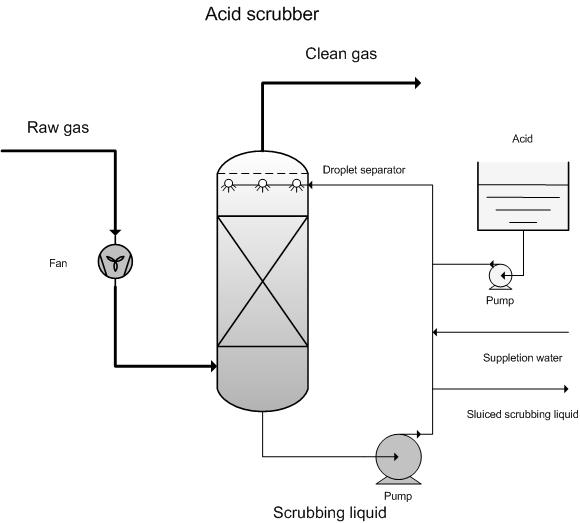
Process description
For a general process description of a gas scrubber, please refer to ‘gas scrubbing – general’. An acid scrubber works at low pH levels, whereby alkaline components can be collected. This leads to salt formation. A part of the leachate is drained based on density and/or conductivity. The drain can contain up to 15% salts, and is either disposed of after purification or evaporated for re-use. Acid dosage takes place on the basis of a pH regulation. In most cases, the pH is kept between pH 3 and 6.
For financial reasons, sulphuric acid (H2SO4) is normally used as acid. For specific applications, for example the collection of NH3, nitric acid (HNO3) is also used. This leads to ammonium nitrate being produced, which can be used as artificial fertiliser.
Due to their alkaline nature, amines and esters (odour components) can also be collected in an acid scrubber.
Variants
In the case of very acidic flue gases, with high concentrations of HC1 for example, the scrubber itself will become acidic. This means that the maximum acid level must be regulated by spraying or by adding alkaline. This is applicable to wet scrubbing at incineration plants, where acid scrubbing is the first phase for collecting most of the HC1.
For very large flue gas volumes, from which NH3 has to be removed, for example, numerous scrubbers in parallel set-up would be preferred, rather than one very large scrubber. If low end concentrations are required, it is sometimes necessary to place scrubbers in series.
For the different variants (counter-current, co-current or cross-current, with or without built-in device), please refer to ‘gas scrubbing – general’.
Efficiency
Boundary conditions
- Flow rate: 50 – 500 000 Nm3/h
- Temperature: 5 - 80 °C
- Dust: < 10 mg/m3
- Ammonia: 200 - 1000 (sometimes 20 000) mg/Nm3
- Amines: 10 – 1 000 mg/Nm3
- Esters: > 100 mg/Nm3
Auxiliary materials
- Water
- Acid: Sulphuric acid, hydrochloric acid, nitric acid etc…; pH regulation recommended.
Environmental aspects
Waste water. In most cases, waste water needs to be purified. In certain cases it can be evaporated and reprocessed for recuperation or recovery of products.
Acidic leachate will be partly drained (depending on pH). The leachate is supplemented by water. The released leachate must be treated prior to being discharged.
Energy use
Energy use lies between 0.2 – 1.0 kWh/1 000 Nm3/h [1].
Cost aspects
- Investment
- 2 000 – 30 000 EUR for 1 000 Nm³/h (strongly determined by application and implementation) [1]
- Operating costs
- Personnel costs: ca. 5 000 EUR per year (estimated at 4 hours per week) [1].
- Auxiliary and residual materials: Determined by in-going concentrations and required residual emissions.
- Cost aspects H2SO4 (96 %): ca. 120 EUR/ton
- Case study composting poultry manure [6]:
- Capacity of ca. 10 000 ton per year
- Flue gas flow rate 20 000 Nm3/h,
- Investment costs for an acid scrubber (H2SO4) with ventilation system ca. 50 000 EUR.
- NH3 concentration entering from 150 – 250 ppm,
- Use of sulphuric acid (96 %) 250 ton or 130 litres per day. On an annual basis, this means ca. 88 ton sulphuric acid, which adds up to 4.4 ton per year per 1 000 Nm3/h or 530 EUR per year per 1 000 Nm3/h.
- The released leachate must be further treated or disposed of.
- Case study composting [6]:
- Flow rate: 120 000 Nm³/h
- T ingoing: 50 °C, out-going 30 °C
- Pollutants: NH3, dust,
- Single-stage counter-current acid scrubbing
- Investment: 325 000 EUR excl. ventilator
- Discharge: 2m³/h with high dust and COD load
- Electricity: 20 kW
- Heat exchanger: 40 kW
- Cost aspectss ammonia-removal from stalls [8]:
- Investment 1: 500 – 700 EUR per 1000 m³/h
- Investment 2: 50 EUR per animal place per year
- Investment 3: 16 EUR per meat-type pig and 12 EUR operating costs (= 0.4 EUR/Nm³/h)
Advantages and disadvantages
Advantages
- Relatively compact;
- Very high removal yields
- Can be constructed in modules, multi-stage systems
Disadvantages
- Acid use, pH regulation recommended;
- Waste water: the quantity can be restricted by checking the discharge for density and conductivity. If economically viable, in certain cases, the formed salts are reprocessed and re-used.
Applications
Used in:
- Manure-processing (ammonia)
- Composting (ammonia)
- Waste processing plants (ammonia, amines)
- Artificial fertiliser production (ammonia)
- Pharmaceutical industry (esters)
- Chemicals industry (esters)
- Foundries (esters)
- Fish-food production (amines)
- Sterilisation (ethylene-oxide removal)
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventory of the waste incineration sector in Flanders. Vito, 2001/MIM/R/030
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- Supplier information
- VDI 3679, Nassabscheider, Abgasreinigung durch absorption
- T Feyaerts, D. Huybrechts and R. Dijkmans., Best Available techniques for manure processing, edition 2, October 2002
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003
- P. Vercaemst, A. Vandebroek, M. Hoessels, H. Witters and R. Dijkmans., Best Available Techniques for hospitals and other healthcare institutions, May 2003
- L. Goovaerts, W. Luyckx, P. Vercaemst, G. De Meyer and Dijkmans, Best Available Technique for combustion plants and stationary engines, 2002