DESCRIPTION
REMOVED COMPONENTS
- Sulfur dioxide (SO2) - more than 99% removal.1
- Removes HCl and HF.1
- Controls particulates, acid mist, and mercury.1
FUNCTION in CCU VALUE CHAIN
- Sulfur compounds react with capture agents, resulting in higher make-up rates and higher operating costs.
- Acid gases, SO2 and SO3 will react with the amine solvent and form heat-stable salts.
- A reclaimer is often included to remove these contaminants.
LIMITATIONS
SO2 concentration limits for MEA capture plants.3
Fluor: < 10 ppmv
ENERGY
- Electricity for operating pumps, fans, and other equipment.
- Heating or cooling utilities, depending on the FGD technology and process requirements.
CONSUMMABLES
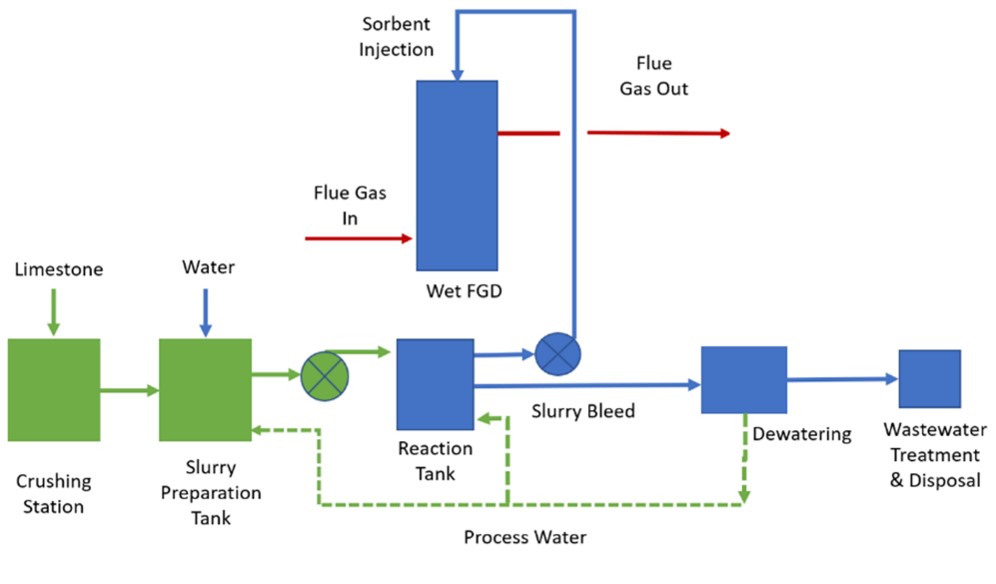
Chemicals used for sulfur dioxide absorption and neutralization:
- Limestone (calcium carbonate) is used for absorption.
- Water for scrubbing and neutralization.
| Parameter | Value |
|---|---|
| Water (t/tSO2) | 21.21 – 67.84 |
| CaCO3 (t/tSO2) | 1.81 – 2.544 |
| Electricity (MWh/tSO2) | 0.0694 – 1.31 |
| Heat (MWh/tSO2) | 7.84 |
COSTS
The costs of wet FGD systems can vary widely depending on factors such as plant size and capacity, installation and engineering expenses, operating and maintenance costs, including chemicals and utilities. Typical costs range from €400 – €700 per tonne SO2 removal for various configurations.5 Other sources mention the cost to be €498 per tonne SO2 removed.1
5 (flue gas from coal plant; lifetime – 20 yrs; 2020 euros; discount ratio – 40%; electricity price – 70 €/MWh; coal price – 55.4 €/t; cooling water – 0.003 €/t)
1 (flue gas from coal plant; SO2 removal efficiency – 95%; lifetime – 30 yrs; 2016 euros; discount ratio – 40%; limestone – 27 €/t; electricity price – 33 €/MWh; coal price – 55.4 €/t; water – 1.0 €/t)
TECHNOLOGY PROVIDERS
- Wet flue gas cleaning by ANDRITZ AG, Austria
- Wet flue gas desulphurization by Doosan Lentjes GmbH, Germany
- Wet scrubber -FGD by Babcock & Wilcox, United States of America
- FGD plants by Mitsubishi Heavy Industries, Japan
- SOx reduction solutions by General Electric, United States of America
- Wet scrubbing by GEA, Germany
ALTERNATIVE TECHNOLOGIES
SDA by GEA, Germany
DSI by GEA, Germany
CONTACT INFO
Mohammed Khan (mohammednazeer.khan@vito.be)
Miet Van Dael (miet.vandael@vito.be)
ACKNOWLEDGEMENT
This infosheet was prepared as part of the MAP-IT CCU project funded by VLAIO (grant no. HBC.2023.0544).
REFERENCES
1. Sorrels JL, Baynham A, Randall DD, Laxton R. Wet and Dry Scrubbers for Acid Gas Control. In: SO2 and Acid Gas Controls. U.S. Environmental Protection Agency; 2021.
2. SAVREE. Flue Gas Desulphuriser Explained. 2024
3. Adams D. Flue Gas Treatment for CO2 Capture. IEA Clean Coal Centre; 2010.
4. Kim J, Lee J, Cho H, Ahn Y. Life-cycle assessment of SO2 removal from flue gas using carbonate melt. J Ind Eng Chem. 2021;100:270-279.
5. Lee J, Cho H, Moon I, et al. Techno-economic assessment of carbonate melt flue gas desulfurization process. Comput Chem Eng. 2021;146:107227.