DESCRIPTION
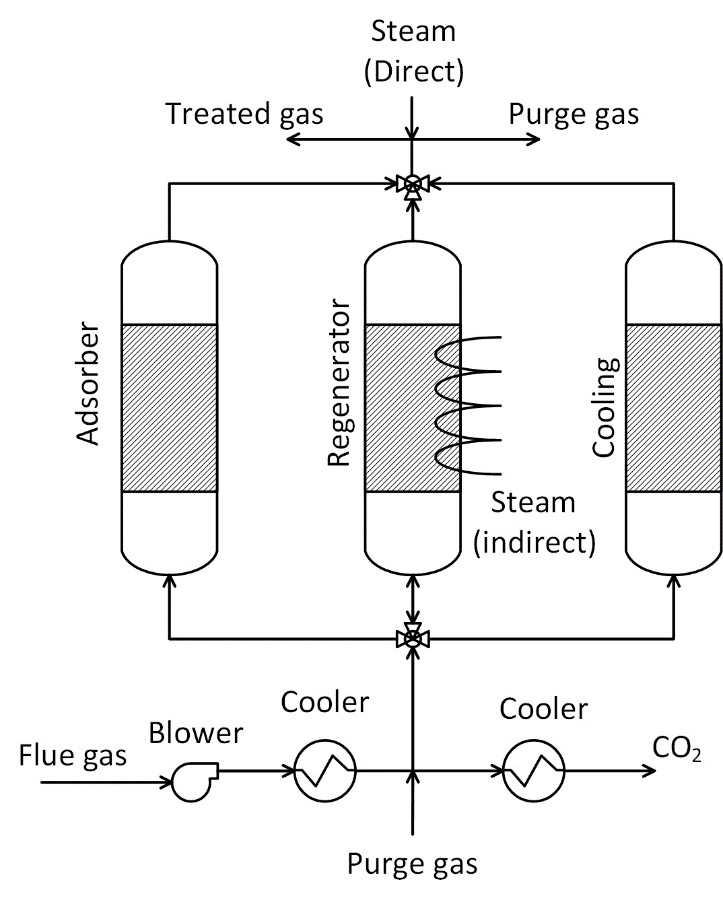
The typical TSA process has longer cycle times, making it expensive and unattractive. A rapid cycle TSA (RC-TSA) was invented by Svante called VeloxoTherm™ that uses structured adsorbent based on CALF-20, a metal organic framework (MOFs), and has steam-assisted direct regeneration with fast kinetics (< 1.5 mins cycle time).2 The technical, energy, and cost data for this technology are provided in this infosheet as it is complete and publicly available. Svante uses a rotary bed system, which looks physically different than the figure but has similar steps.3,4 An example of indirect regeneration is given in the alternate process section.
TECHNICAL ASPECTS (all % are volume-based)
Point sources: Pulp & paper, biomass, oil & gas, steam-methane reforming, lime, steel, cement, petrochemicals.3
CO2 concentration range: <20% (Svante 10%-20%)3,4
CO2 capture efficiency: > 90%3
CO2 purity: > 95%3
Min. feed gas pressure: 1.1 bar4 (to overcome pressure drop)
Max. feed gas temperature: 50 °C4
Typical scale: Small to large (Svante: 145,0003 – 1,590,0004 tCO2/yr)
Primary energy source: Low/medium pressure steam3
Impurity tolerance: SOx = 1.5 ppm; PM = 0.2 mg/m3; CALF-20 MOF is robust with regards to steam, O2, and acidic contaminant gases (such a SOx and NOx).2
FUNCTION IN CCU VALUE CHAIN
- Capture CO2 from flue gases.
- Adsorbents such as zeolites are highly affected by the presence of water in feed gas, requiring an upstream dehydration step.5
- Poisoning of adsorbents due to impurities such as SOx and NOx requiring appropriate pre-treatment steps.5
LIMITATIONS
- Based on the longer cycle times needed to heat the adsorbent during regeneration, TSA is less attractive than PSA.6 Typically, TSA processes are more suited than PSA for dilute CO2 sources.
- Cycle times of minutes are necessary for the large-scale deployment of TSA systems in CO2 capture.7
- Adsorbent material may degrade over time, reducing overall capture efficiency.
- Higher capital cost due to longer cycle times and larger beds.
ENERGY
- Electricity is used by the blower to raise the flue gas pressure to overcome the pressure drop in the reactor bed.
- Low or medium pressure steam is used to increase the adsorbent temperature for regeneration.
CONSUMABLES
- Adsorbent with a certain replacement period.
- Cooling water may be required to cool the feed gas after the blower and during the cooling step.
- Purge gas, such as nitrogen, may be used.8
| Parameter | Value |
|---|---|
| Electricity (kWh/tCO2) | 18.6a |
| Heat (GJ/tCO2) b | 2.58-3.94 c |
| Cooling water (t/tCO2) | -NA- |
| Adsorbent (kg/tCO2) b | 0.0068 d |
|
a Electricity for blower to increase pressure to 1.1 bar. b SVANTE technology with MOF adsorbent (CALF 20). c Steam at 170 °C and 7.9 bar; equivalent steam = 1.2 – 1.9 t/tCO2. d Replacement period of 5 years. |
|
COSTS
CAPEX: ~22 €/tCO2 9
Main CAPEX: Adsorption columns and components.
OPEX: ~23 €/tCO2 9
Main OPEX: steam and adsorbent.
CO2 capture cost: ~45 €/tCO2 9
Depends on scale and CO2 concentration.
9 Svante VeloxoTherm™ for a cement kiln; CO2 concentration – 12.3% (dry); CO2 capture capacity – 1.6 MtCO2/yr; 2021 basis; electricity price – 64.5 €/MWh; NG price – 13.6 €/MWh; Cooling water – 0.45 €/m; capture cost dependence on scale is also available on Pg. 30.
CO2 avoidance cost: ~54 €/tCO2 avoided 4
4 Same specifications as 9, but estimated only for the base case capture plant.
Cost and CO2 footprint details on Svante’s VeloxoTherm™ technology for Linde’s steam-methane reforming H2 plant can be found here. 8
ENVIRONMENTAL
CO2 footprint: 273 kgCO2eq/tCO2 captured 8
Estimate includes footprint (scope 1-3) for CO2 capture plant, compression, and conditioning.
Spatial footprint: 74,420 m2 (305x244) for 1.6 MtCO2/yr 4
Environmental issues: Disposal or recycling of spent adsorbents.10
ENGINEERING
Maturity: Pilot (TRL 7)3
Large pilot tests to FEED studies for commercial plants.
Retrofittability: Feasible
Heat/steam is the main energy source; phased implementation due to modular nature; handles flue gas impurities depending upon the adsorbent used.
Challenges due to large spatial footprint requirement.
Scalability: High
Well suited for capturing CO2 at a wide capture rate range due to its modular nature.3
Process type: Solid stationary adsorbent-based without chemical reactions.
Deployment model: Centralized only.
Each column with adsorbent undergoes cyclical CO2 adsorption and desorption.
Technology flexibility: Hybridization with other capture technologies is feasible. It can be used to increase CO2 concentration.
MAIN TECHNOLOGY PROVIDERS
- VeloxoTherm™ by SVANTE, Canada
- CORAL™ by CORMETECH, US (honeycomb adsorbers with direct steam regeneration)
- Rotating Honeycomb by Seibu Giken, Japan
- Metal Organic Frameworks by Promethean Particles™, UK
- Metal Organic Frameworks by Immaterial, UK
- Dual Function Materials by SUSTEON, US (cyclic capture and conversion)
ALTERNATE PROCESSES
Alternative processes to the Svante process with CALF-20 sorbent include other sorbent materials and structures (monoliths versus pellets/beads), reactor concepts, and regeneration modes. Depending on these specifics, the technical and cost data will differ.
TSA by indirect regeneration11
Indirect regeneration is performed by supplying a heating medium (steam or hot fluid) through heat exchanger tubes embedded within the adsorbent.11
Process: 5-step TSA cycle with UTSA-16 MOF adsorbent
Regeneration temperature: 150 °C
Regeneration time: 1023 seconds
CO2 concentration: 15%
CO2 purity: 97.7%
CO2 capture efficiency: 91.1%
Power: 247 kWh/tCO2 captured
Heat: 833 kWh/tCO2 captured
CAPEX: ~20 €/tCO2
OPEX: ~67 €/tCO2
11 Electricity and heat are ~25% and ~58% of OPEX with electricity price – 68 €/MWh and heat price – 0.05 €/MWh, economic lifetime – 15 years, discount rate – 9%.
Technology providers: Not available yet.
CONTACT INFO
Mohammed Khan (mohammednazeer.khan@vito.be)
Miet Van Dael (miet.vandael@vito.be)
ACKNOWLEDGEMENT
This infosheet was prepared as part of the MAP-IT CCU project funded by VLAIO (grant no. HBC.2023.0544).
REFERENCES
1. Hedin N, Andersson L, Bergström L, Yan J. Adsorbents for the post-combustion capture of CO2 using rapid temperature swing or vacuum swing adsorption. Appl Energy. 2013;104:418-433.
2. Ghaffari-Nik O, Mariac L, Liu A, Henkel B, Marx S, Hovington P. Rapid Cycle Temperature Swing Adsorption Process Using Solid Structured Sorbent for CO2 capture from Cement Flue Gas. In: Proceedings of the 16th Greenhouse Gas Control Technologies Conference (GHGT-16). GHGT-15; 2022:1-11.
3. Barlow H, Shahi SSM. State of the Art: CCS Technologies 2024.; 2024.
4. Jelen D. Lh Co2Ment Colorado Project Final Report.; 2023.
5. Zhang J, Xiao P, Li G, Webley PA. Effect of flue gas impurities on CO2 capture performance from flue gas at coal-fired power stations by vacuum swing adsorption. Energy Procedia. 2009;1(1):1115-1122.
6. Metz B, Davidson O, De Coninck H, Loos M, Meyer L. IPCC Special Report on Carbon Dioxide Capture and Storage. Vol 58. Cambridge University Press; 2005.
7. Webley PA. Adsorption technology for CO2 separation and capture: A perspective. Adsorption. 2014;20(2-3):225-231.
8. Shah M, Haley J, Hassan N, et al. Engineering Study of Svante’s Solid Sorbent Post-Combustion CO2 Capture Technology at a Linde Steam Methane Reforming H2 Plant.; 2023.
9. Stuckert N, Chesser B. Engineering Study of Svante’s Sorbent Post-Combustion CO2 Capture Technology at a Linde Steam-Methane Reforming H2 Plant.; 2021.
10. De Coninck H, Benson SM. Carbon dioxide capture and storage: Issues and prospects. Annu Rev Environ Resour. 2014;39:243-270.
11. Peh SB, Farooq S, Zhao D. Techno-economic analysis of MOF-based adsorption cycles for postcombustion CO2 capture from wet flue gas. Chem Eng Sci. 2023;268:118390.