DESCRIPTION
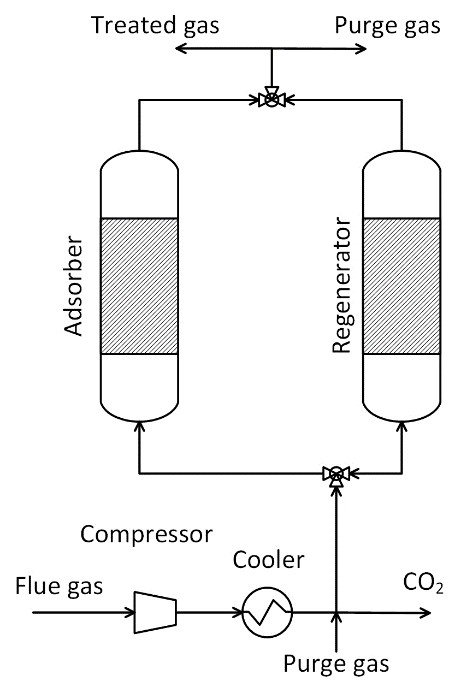
Pressure swing adsorption (PSA) is a cyclic adsorption and desorption process allowing continuous separation of gas streams. It is the most used technology based on adsorption at an industrial scale for CO2 capture.1 A PSA process may consist of several columns, steps, and different cycle times to achieve a certain performance. A basic PSA configuration has two beds and comprises four steps, namely pressurization using a compressor, CO2 adsorption at high pressure, blowdown countercurrently by depressurization to atmospheric pressure, and purge using a portion of purified gas. Each PSA system uses specialised adsorbent materials such as zeolites, molecular sieves, activated carbon, etc. For a post-combustion process, zeolites are considered the natural candidates for a PSA process.2 In the MAP-IT CCU project, pressure swing adsorption (PSA) is distinguished from other adsorption technologies by the assumption that the PSA feed operates at high pressure, while the PSA product stream is delivered at atmospheric pressure. In contrast, the vacuum swing adsorption (VSA) feed operates at atmospheric pressure , while the VSA product stream is delivered at vacuum pressures. More details on VSA are given in alternate processes section.
TECHNICAL ASPECTS (all % are volume-based)
Point sources: Iron and steel industry (blast furnace off-gases)3, steam-methane reforming3, cement and lime4, natural gas sweetening.5
CO2 concentration range: min. 10%3
CO2 capture efficiency: > 90%6, max. 99%4
CO2 purity: 95%3
Min. feed gas pressure: 8 bar3
Max. feed gas temperature: 40 °C7
Typical scale: Small to Large (3,650 – 1,825,000 tCO2/yr)4
Primary energy source: Electricity
Impurity tolerance: SOx = 10 ppm7
FUNCTION IN CCU VALUE CHAIN
- Capture CO2 from higher concentration flue gases.
- Adsorbents such as zeolites are highly affected by the presence of water in feed gas, requiring an upstream dehydration step.8
- Highly affected by flue gas impurities such as SOx and NOx, requiring appropriate pre-treatment steps.8
LIMITATIONS
- High energy requirement due to feed gas compression, especially at lower CO2 concentrations.
- CO2 purity is lower than the chemical absorption systems, likely requiring post-capture purification steps to achieve the high purities required in certain applications.
- The physical size of PSA units can be quite large compared to the amine-based CO2 scrubbers, which may not be feasible for all industrial applications.6
- Adsorbent material may degrade over time, reducing overall capture efficiency.
- Higher capital cost due to larger beds and longer cycle times.
ENERGY
- Electricity is used by the compressor to pressurize the feed gas.
CONSUMABLES
- Cooling water may be required to cool the feed gas after compression.
- Adsorbents, in particular non-zeolite or carbon materials, have lifetimes of about 5 years and are replaced.
- No chemicals are used.
| Parameter | Value |
|---|---|
| Electricity (kWh/tCO2) * | 210a – 321b 9 |
| Cooling water (t/tCO2) | -NA- |
| Adsorbent (kg/tCO2) | -NA- |
|
* Depends on feed pressure and CO2 concentration, zero electricity if feed gas is already pressurized to the desired pressure. a & b 10 bar feed pressure with 20% CO2. More information is given below in the COSTS section. |
|
COSTS
CAPEX: 3a – 4b €/tCO2 9
Main CAPEX: adsorption column and compressor
OPEX: 23a – 35b €/tCO2 9
Main OPEX: electricity and adsorbent
CO2 capture cost: 26a – 39b €/tCO2 9
Depends on scale, CO2 concentration, and purity requirements.
9 Cement plant; PSA two column configuration; CO2 concentration – 20%; 8000 hr/yr; adsorption column lifetime – 10 yrs; adsorbent life – 5 yrs; interest rate – 5%; 2020 euros; electricity price – 110 €/MWh.
a CO2 capture capacity – 0.6 MtCO2/yr; adsorbent – pillared clay; adsorbent price – 500 €/t; CO2 purity – 76.6%; recovery – 72.1%.
b CO2 capture capacity – 0.42 MtCO2/yr; adsorbent – zeolite 13X; adsorbent price – 1650 €/; CO2 purity – 50%; recovery – 36.6%.
Note: Cost data on commercial adsorbents such as zeolite is not publicly available. The costs shown above are for the low-purity and low-recovery case. Higher purity and recovery are achievable by commercial PSA systems and thus will have higher CO2 capture costs.
CO2 avoidance cost: ±28 €/tCO2 avoided 9 **
**same conditions as above but now with 6-column configuration; CO2 purity – 78 %; recovery – 71.3 %.
ENVIRONMENTAL
CO2 footprint: 12810 – 18111 kgCO2eq/tCO2 captured (estimated for zeolites, 11-14% CO2)
Spatial footprint: 13,320 m2 for 4.6 MtCO2/yr 6
Two-stage PSA process (first stage: 1 bar to 0.1 bar, second stage: 2 bar to 1 bar); includes only spatial footprint of columns, assuming maximum column diameter of 8m;6 depends on feed pressure and adsorbent capture capacity.
(MEA amine scrubber columns footprint = 674 m2) 6
Environmental issues: Disposal or recycling of spent adsorbents12 (less issue than the solvents since zeolites have a lower environmental impact).
ENGINEERING
Maturity: Commercial (TRL 9)4
Proven technology.
Retrofittability: Feasible
Compatible with wide CO2 concentration range; electricity is the only energy source; phased implementation due to modular nature; can be hybridized with other capture systems.3,13
Challenges due to large spatial footprint requirements and effective pre-treatment steps are essential to handle impurities.
Scalability: High4
Well suited for capturing CO2 at a wide capture rate range due to its modular nature.
Process type: Solid stationary adsorbent-based without chemical reactions.
Deployment model: Centralized only.
Each column with adsorbent undergoes cyclical CO2 adsorption and desorption.
Technology flexibility: Hybridization with other capture technologies is feasible. It can be used to increase CO2 concentration.
MAIN TECHNOLOGY PROVIDERS
- HIPURE® CC by LINDE, Ireland (PSA; 95% purity)
- PolyCapture by PolyCapture, United Kingdom (PSA; polymer adsorbent; >95% purity)
- CARBOGEN by ALLISON, United Kingdom (VPSA; 99.9% purity; OPEX <150 kWh/tCO2)
- POLYBED™ PSA by HONEYWELL UOP, United States (Adsorbent)
- CO2SORB by CO2CRC, Australia (Adsorbent)
- MUF-16 by CAPTIVATE TECHNOLOGY, New Zealand (Adsorbent)
- MOF-based VPSA by NUADA, Northern Ireland
ALTERNATE PROCESSES
Vacuum swing adsorption (VSA)14
VSA segregates CO2 from flue gas at near ambient pressure; the process then swings to a vacuum to regenerate the adsorbent material. This configuration avoids the expensive and energy-intensive feed gas compression. However, a vacuum pump is required to maintain the required vacuum pressures during desorption.
Process: 6-step14 [4-step]15 VSA cycle with UTSA-16 MOF adsorbent.
Evacuation pressure: 0.2 bar14 [0.1 bar]15
Point sources: Iron and steel industry (blast furnace off-gases), steam-methane reforming15, coal-based power plant, integrated gasification combined cycle, cement and lime, (petro)chemical, oil and gas, natural gas sweetening.
CO2 concentration: 15 mol.% (7.5%)14 [20%]15
CO2 purity: 94.5% (93.9%)14 [95%]15
CO2 capture efficiency: 91% (89%)14 [90%]15
Power: 174 (339)14 [300]15 kWh/tCO2 captured.
CAPEX: 22 (47)14 [27]15 €/tCO2
OPEX: 38 (73)14 [38]15 €/tCO2
14 Electricity is ~34% of OPEX with price – 68 €/MWh, economic lifetime – 15 years, discount rate – 9%.
15 Electricity is ~34% of OPEX with price – 58 €/MWh, economic lifetime – 25 years, discount rate – 8%.
Technology providers: CarboPac-C by Bright, The Netherlands; VSA using MOFs by Nuada CO2, UK.
Apart from alternate regeneration processes, new adsorbent materials and structures are currently being developed for pressure-based adsorption processes to achieve high CO2 recovery and purity.
CONTACT INFO
Mohammed Khan (mohammednazeer.khan@vito.be)
Miet Van Dael (miet.vandael@vito.be)
ACKNOWLEDGEMENT
This infosheet was prepared as part of the MAP-IT CCU project funded by VLAIO (grant no. HBC.2023.0544).
REFERENCES
1. Siqueira RM, Freitas GR, Peixoto HR, et al. Carbon Dioxide Capture by Pressure Swing Adsorption. Energy Procedia. 2017;114(November 2016):2182-2192.
2. Riboldi L, Bolland O. Overview on Pressure Swing Adsorption (PSA) as CO2 Capture Technology: State-of-the-Art, Limits and Potentials. Energy Procedia. 2017;114:2390-2400.
3. Linde. HISORP CC - Adsorption-Based Carbon Capture and CO2 Recovery | A Linde Company. 2024
4. Barlow H, Shahi SSM. State of the Art: CCS Technologies 2024.; 2024.
5. Tao L, Xiao P, Qader A, Webley PA. CO2 capture from high concentration CO2 natural gas by pressure swing adsorption at the CO2CRC Otway site, Australia. Int J Greenh Gas Control. 2019;83:1-10.
6. Riboldi L, Bolland O. Evaluating Pressure Swing Adsorption as a CO2 separation technique in coal-fired power plants. Int J Greenh Gas Control. 2015;39:1-16.
7. Glier JC, Rubina ES. Assessment of solid sorbents as a competitive post-combustion CO2 capture technology. Energy Procedia. 2013;37:65-72.
8. Zhang J, Xiao P, Li G, Webley PA. Effect of flue gas impurities on CO2 capture performance from flue gas at coal-fired power stations by vacuum swing adsorption. Energy Procedia. 2009;1(1):1115-1122.
9. Tingelinhas J, Saragoça C, Al Mohtar A, Mateus M, Pinto ML. Pillared Clays as Cost-Effective Adsorbents for Carbon Capture by Pressure Swing Adsorption Processes in the Cement Industry. Ind Eng Chem Res. 2023;62(13):5613-5623.
10. Cao X, Chen S, Xiang W. Life cycle assessment of post-combustion carbon capture and storage for the ultra-supercritical pulverized coal power plant. Sci Total Environ. 2024;927:172047.
11. Cuéllar-Franca RM, Azapagic A. Carbon capture, storage and utilisation technologies: A critical analysis and comparison of their life cycle environmental impacts. J CO2 Util. 2015;9:82-102.
12. De Coninck H, Benson SM. Carbon dioxide capture and storage: Issues and prospects. Annu Rev Environ Resour. 2014;39:243-270.
13. Pichot D, Granados L, Morel T, Schuller A, Dubettier R, Lockwood F. Start-up of Port-Jérôme CRYOCAPTM Plant: Optimized Cryogenic CO2 Capture from H2 Plants. Energy Procedia. 2017;114:2682-2689.
14. Peh SB, Farooq S, Zhao D. Techno-economic analysis of MOF-based adsorption cycles for postcombustion CO2 capture from wet flue gas. Chem Eng Sci. 2023;268:118390.
15. Subraveti SG, Roussanaly S, Anantharaman R, Riboldi L, Rajendran A. Techno-economic assessment of optimised vacuum swing adsorption for post-combustion CO2 capture from steam-methane reformer flue gas. Sep Purif Technol. 2021;256.