Synonyms, abbreviations and/or process names
n/a
Removed components
- Hydrocarbons
- Solvents
- NH3
Diagram
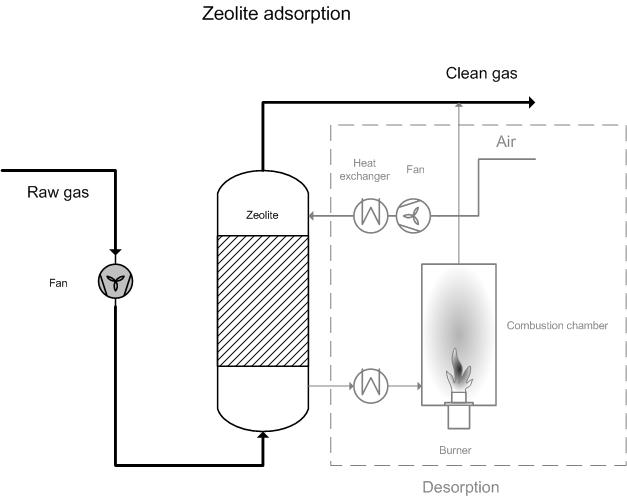
Process description
Zeolite is an aluminium silicate which exists naturally and is also produced synthetically. The zeolite has a three-dimensional structure with pores. It consists of silicon, aluminium and oxygen ions. The silicon ions are neutrally-loaded in the crystal structure. The aluminium ions cause negative areas to exist. In order to keep the load balanced, a cation (Na+, K+…) or a proton (H+) is placed in the pores as a counter-ion.
Each zeolite type has equal-sized pores throughout the entire crystal structure. The crystal structure is partly determined by the crystal structure’s ring size. Altering the ratio between aluminium and silicon can have an impact on the pore size as well as the counter-ion. All natural zeolites contain aluminium and are hydrophilic. These materials form a good absorbent for polar substances (e.g. water and water-soluble substances). When the aluminium is removed, the zeolite becomes hydrophobic and is able to adsorb apolar substances like VOC’s.
Hydrophobic zeolites can be synthetically manufactured in the form of crystals with a diameter of 1 µm to 1 mm. These crystals are bound together into larger grains, in order to reduce the bed’s air-resistance. Because synthetic zeolites are expensive compared to natural zeolites, they are normally only used as hydrophobic zeolites or zeolite catalysts.
Similarly to activated carbon, zeolites are also used in a bed. The adsorption principle in the bed and the saturation of the bed are the same as activated carbon adsorption.
In contrast to activated carbon, zeolite is not only used once and destroyed after saturation, but used in zeolite regeneration applications. This is due to the zeolite’s cost aspects (see technique sheet 19 for an explanation about regeneration).
Zeolite does not have a linear adsorption curve. In other words, adsorption capacity is not reduced greatly for low VOC concentrations. It is thus more suitable for working with low end concentrations than activated carbon or polymer.
Zeolites can be obtained with pore sizes between 0.3 – 3 nm. This pore size is uniform for one type of zeolite. A zeolite will not adsorb molecules that are larger than the pore size. Molecules without an affinity will also not be adsorbed.
Variants
Zeolites can be used together with activated carbon, whereby the polymer or activated carbon operate at higher concentrations and the zeolite as polishing for lower concentrations. This can be performed in various beds stage-by-stage or via a mixture of adsorbents that form one bed.
Efficiency
The efficiency is determined by:
- type of zeolite
- type of VOC
- Flue gas temperature
- Flue gas humidity
- For odour, yields of 80 – 95 % can be realised.
Boundary conditions
- Flow rate: < 100 000 m³/h
- Temperature: < 250 °C
- Concentration: < 25 % of lowest explosion limit
Zeolites are less sensitive to moisture than activated carbon, less susceptible to reactions that could lead to spontaneous combustion in the bed, and are slower to pulverise. If a bed fire should occur, there will not be a problem if the temperature remains below the zeolite’s transition temperature. If the temperature should exceed this level, then the pore size of the zeolite will decrease, whereby the adsorption properties will change. In this case, it may be necessary to replace part of the zeolite. In most cases, the temperature will remain below the transition temperature if one blows sufficient air through the filter. If this is case, only the solvent will burn.
Auxiliary materials
The zeolite seldom needs to be replaced in regenerative applications (regenerative sorption). The guarantee provided by the supplier lasts for 5 years. Apolar zeolites are, due to their price, normally not used for once-only applications.
Environmental aspects
Occasionally it is necessary to dispose of run-down zeolites.
Energy use
See regenerative sorption for the energy use of an adsorption-desorption unit.
Cost aspects
- Investment
- Operating costs
- Hydrophobic zeolite: 14 - 88 USD/kg [1]
Advantages and disadvantages
Advantages
- High efficiency in VOC removal
- Particularly suited to low VOC concentrations
- Simple and robust technology
- Suitable for discontinuous processes
- Easy to maintain
- Easy to place
Disadvantages
- Dust can lead to blockages
- Component mixes may lead to early malfunction
- Risk of fire in the bed (ketones, turpentines…)
Applications
Zeolites are primarily used in concentration applications (see regenerative sorption). More concentrated gas must then be further treated via incineration or condensation.
These concentrators are used for waste gases derived from spray booths, process emissions from paint products…
References
- EPA technical bulletin: Zeolite a versatile air pollutant adsorber July 1998
- EPA technical bulletin: Choosing an adsorption system for VOC: carbon, zeolite, or polymers? May 1999
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, February 2002
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- J. Van Deynze, P. van den Steen and R. Dijkmans., Best Available Practices for bodywork repair, 1998
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003
- J. Van Deynze, P. Vercaemst, P. Van den Steen and R. Dijkmans., Best Available Techniques for paint, varnish and printing ink production, 1998