Synonyms, abbreviations and/or process names
- SNCR
Removed components
- NOx
Diagram
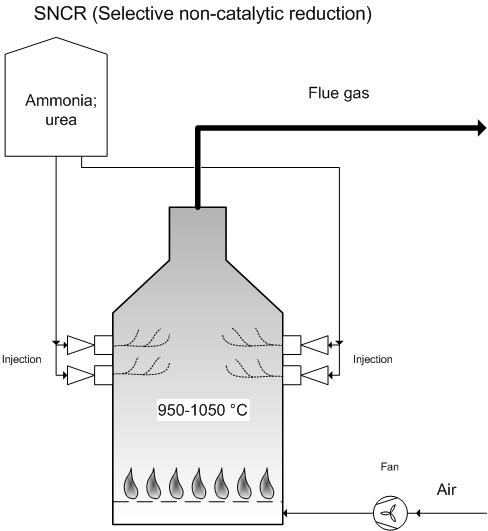
Process description
In selective non-catalytic reduction a reducing agent is injected into flue gases from a combustion process. Ammonia is normally used as a reductant. The optimum temperature in this case amounts to 930 – 980 °C. Ureum is also used, but at a flue gas temperature between 950 – 1 050 °C.
The stated temperature range signifies the following reactions:
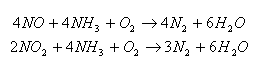
When ureum, (NH2)CO, is injected, the ureum is first thermally cracked at a high temperature, with the formation of NH3, which then further reacts with NOx, as in the above reaction diagram.
The most important reaction parameters are:
- Temperature;
- Molar ratio NH3/NOx :
- Residence time
When the temperature is too low, there is a risk of unconverted NH3 being emitted; the so-called NH3-slip.
The NH3/NOx molar ratio which is used lies between 0.5 and 0.9. With higher ratios there is a chance of unreacted NH3 being emitted, with the risk that further reactions may be caused with other components in the flue gas, whereby, for example, aerosols from ammonium chloride and ammonium sulphate may be formed.
Reaction and residence times are also important to realise the most effective conversion. An insufficient residence time results in incomplete reaction, whereby NH3 is emitted.
Variants
DESONOX process:
The DESONOX process is a combined process for removing sulphur and nitrogen from flue gases. Concentrated sulphuric acid and nitrogen gas are the end products.
Dust is removed from flue gases in a high temperature E-filter. The flue gases then pass through a nitrogen-removal phase based on zeolite, where ammonia is injected. This is followed by a catalytic SO2 oxidation unit.
In later phases, concentrated sulphuric acid condenses (ca. 70 %) at a temperature of 120 °C. This is very intensive on used materials. The remaining sulphuric acid is removed in a scrubber which is implemented later.
Efficiency
NOx: 40 – 70 % removal
Boundary conditions
- Flow rate: >10 000 Nm3/h
- Temperature: 800 – 1 100 °C
- NOx: In the range g/Nm³
- Residence time: 1 - 2 seconds
- NH3/NOx ratio: < 1:2
Auxiliary materials
Reductants: 25% solubility of ammonium or ureum
Steam: To aerate the reductant before it is injected.
Environmental aspects
Possible aerosol-forming from ammonium chloride and ammonium sulphate.
Possible NH3 emissions due to the process not being completed effectively (NH3 slip).
Laughing gas (N2O) can be produced as a by-product.
Energy use
Energy used only for dosage of ammonia or ureum.
Cost aspects
Investment
- 2 300 -3 900 EUR for 1 000 Nm³/h [1, 2]
- For the removal of NOx in a household-waste incineration plant with a capacity of 155 000 ton household-waste per year and with a flue gas flow rate of ca. 100 000 Nm3/h, the investment costs are ca. 1 000 000 EUR for the installation of non-catalytic reduction.
Operating costs
- Personnel costs: ca. 20 000 EUR per year
- Auxiliary and residual materials: Up to 570 kg NH3 solution per ton NOx removed
- Cost aspects NH3: 150 EUR/ton
- Cost aspects ureum: 170 -190 EUR/ton
For flue gases from a household-waste combustion plant with a volume of ca. 100 000 Nm3/h and with the following average gas composition for NOx:
|
Component |
Concentration (mg/Nm3)1 |
Boundary limit (mg/Nm3)2 |
|
NOx |
340 - 450 |
400 |
1: measurements performed by VITO at a household-waste combustion plant
2: day averages VLAREM II
Ureum usage for the reduction of NOx amounts to an average of 19 kg/h or 465 kg/day. On an annual basis, this means ca. 17 ton per year per 1 000 Nm3/h or ca. 2 900 EUR per year per 1 000 Nm³/h.
Advantages and disadvantages
Advantages
- Under ideal conditions, effective reduction of NOx
- Relatively simple installation
- Low investment costs
- Low energy use
- Little space occupied
Disadvantages
- High temperatures required
- The optimum reaction temperature lies in a narrow range
- Outside of the optimum range, ammonia is emitted or NOx emissions are increased.
- The next phases in the flue-gas cleaning system could be burdened by the ammonium.
Applications
Selective non-catalytic reduction is used within combustion installations in the following sectors:
- Waste incineration;
- Energy plants;
- Metal industry;
- Greenhouse horticulture.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventory of the waste incineration sector in Flanders. Vito, 2001/MIM/R/030
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- Supplier information
- VDI 3927, Abgasreinigung, Abscheidung von Schwefeloxiden, Stickstoffoxiden und Halogeniden aus Abgasen (Rauchgasen) von Verbrennungsprozessen