Synonyms, abbreviations and/or process names
- Dust cyclone
- Multi-cyclone
- Vortex separation
- Wet cyclone
Removed components
- Dust, particles: abrasive, corrosive, adhesive, explosive
Diagram
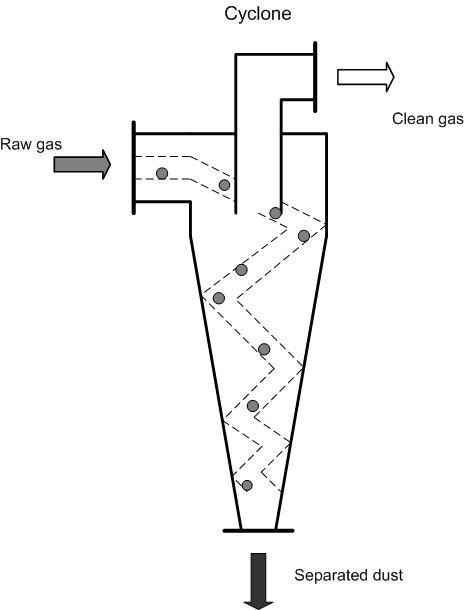
Process description
Working principle
A cyclone is a centrifugal separator in which particles, due to their mass, are pushed to the outer edges as a result of centrifugal force. Incoming air is automatically forced to adopt a fast-revolving spiral movement - the so-called double vortex. This double spiral movement consists of an outer stream, which flows downwards in a spiral, and an inner stream, which flows upwards in a spiral. At the interchange between both streams, air passes from one stream to the other. The particles which are present in the air are forced to the outer edges and leave the separator via a collection device fitted to the bottom of the separator.
The air speed of a cyclone lies between 10 and 20 m/s, and the most common speed is ca. 16 m/s. If there are fluctuations in speed (with lower speeds), separation yield falls quite drastically.
Design data
A cyclone is normally characterised by a cyclone diameter and a cut-off diameter.
The required geometrics are determined by the desired separation yield and the characteristics of the gas and particles.
The Lapple formula provides an indication of the separation yield:
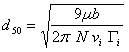
d50 = particle size which is separated with 50% yield (m);
b = inlet width for the cyclone inflow (m);
N = number of rotation cycles in the cyclone (? N=5, empirically determined);
vi = inlet speed (m/s);
?i = specific density of particulate (kg/m3);
µp = viscosity of gas (kg/ms).
Once the d50 has been determined, the separation yield for all other particle sizes can be graphically determined.
Materials
In the presence of substances and liquids with a strong corrosive or erosive nature, cyclones must be made of a suitable material or be coated with an appropriate substance. Cyclones are available in various materials such as stainless steel, aluminium, nickel, polystyrene (PS), polyvinylchloride (PVC) and polyvinylidenefluoride (PVDF).
Variants
"High throughput" cyclones have a diameter greater than 1.5 m and are suitable for separating particles that are 20 µm or larger.
"High efficiency" cyclones (pencil cyclones) have a diameter which lies between 0.4 and 1.5 m and can be used to separate particles that are10 µm or larger.
Cyclones with a diameter between 0.005 and 0.3 m are no longer used independently, but are constructed into multi-cyclones. In this case, the inflow of gas does not take place tangentially as in regular cyclones, but axially, after which the gas is made to spiral via splitter blades. A multi-cyclone requires gas to be well-distributed across the smaller cyclones. If there is insufficient distribution, this may lead to gas back-flow and blockages.
Other types of cyclones:
Electro-cyclones: By placing an electric field between the centre and the wall of the cyclone, the driving force pushing the particles to the wall is increased, which leads to a higher separation yield.
"Secondary flow enhanced cyclone": In a cylindrical casing, the primary gas – the gas which is to be cleaned – is inputted from below in a swirling movement. Due to the tangential addition of secondary air from above, the centrifugal forces on particles are increased, whereby the removal efficiency is also increased. Secondary air can be pure or purified air.
Combination of multi-cyclone and baghouse filter: This is a combination of two techniques; namely, a multi-cyclone for pre-cleaning, as described above, and a baghouse filter (see technique sheet 10) to further clean the waste gas.
Condensation cyclone: These cyclones are cooled via a cooling agent. At a particular temperature, under dew-point, substances like fats and water can be condensed and separated.
Wet cyclone: In order to increase the separation yield of fine particles (< 20 µm), water is sprayed into the cyclone’s inlet pipe immediately prior to the cyclone. The water attaches itself to the fine particles and is removed as slurry.
Micronsep wringing separator: In addition to the vortex effect, the workings of this system are also based on the phenomenon of secondary flows in a boundary layer. The system consists of a spiral-shaped inside, which is placed in a sheath that resembles a cyclone. The system has a yield in excess of 99.5% for particles greater than 1 µm [6], whereby it excels compared to classic cyclones.
Efficiency
The separation yield of a cyclone is 99% at 50 µm. This is considerably higher than that of sedimentation chambers or impact separators. A guideline figure is: 90% yield for 10 µm particles. Cyclones are most efficient at high air speeds, small cyclone diameters and large cylinder lengths (pencil cyclones). This is in contrast to so-called high output cyclones, where large throughput, and thus large dimensions, negatively influence the yield.
Residual emissions: 100 mg/Nm3
Boundary conditions
The physical and/or chemical properties of the to-be-separated pollutants are the main factors that influence the applicability of mechanical separators.
A major limiting factor for most cyclones is that to-be-separated substances may not lead to excessive pollution or cause obstructions.
The temperature of in-flowing air also sets a boundary condition for cyclones. Because there is a very wide range of material types, cyclones have the advantage of being applicable in extreme situations – low and high temperatures, for example.
- Flow rate: 1 – 100 000 Nm3/h for a single cyclone
- Temperature: < 1.200 °C depending on construction material
- In-coming concentrations: 1 - 16 000 g/Nm3
Auxiliary materials
Water for wet cyclones and coolant for condensation cyclones.
Environmental aspects
Separated dust disposed as waste product or re-used, if possible.
Slurry from wet cyclones must be processed via water purification or be disposed of.
Energy use
0.25 – 1.5 kWh/1 000 Nm3/h [1, 2]
Cost aspects
- Investment
- Costs 500 to 1500 EUR per 1 000 Nm³/h [Source 1, 2, 6]
- Operating costs
- Personnel costs: ± 0.25 mh/day (for residue disposal, thus determined by dust concentration)
- Energy costs: 160 – 970 EUR per year per 1 000 Nm³/h [6]
- Auxiliary and residual materials: Disposal costs for the separated dust are determined by the type of residue.
- Inert: ca. 75 EUR/ton
- Chemical: 150 – 250 EUR/ton
Case study: Food sector [6]
- Flow: 3 200 m³/h
- Separation of fats
- Residual dust concentration: 15 – 20 mg/Nm³
- Investment costs: 6 250 EUR in stainless steel, excl. support equipment and placement.
Advantages and disadvantages
Advantages
- Simple construction
- No moving parts
- Little maintenance
- Low investment and operation costs
- Constant pressure loss
- Space efficient
- Dry collection, except for wet cyclones
Disadvantages
- High pressure loss (0.5 – 2.5 kPa), depending on set-up
- Low yield for low-diameter particles
- Poor performance for partial load
- Emission of waste water for wet cyclones
- Erosion-sensitive and risk of blockage at inlet
- Possible noise problems
Applications
Due to its relatively low yield and relatively high residual emissions, a cyclone is most commonly used as a pre-separator to remove larger particles before another dust abatement installation, such as a scrubber or baghouse filter, is implemented.
Pre-separation normally takes place on particles > 5µm and is mostly used in:
- Wood and furniture industry;
- The building sector;
- Glass industry;
- The transport sector for storage and transfer;
- The foodstuffs industry;
- Waste combustion installations;
- The chemicals industry;
- Melting processes in metallurgy;
- Sintering processes;
- Coffee roasting industry.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- VDI 3676, Massenkraftabscheider, October 1999
- Supplier information
- Jacobs A., Gielen B., Van Tomme, De Roock Ch. and Dijkmans R., Best Available Techniques for the wood-processing industry, 2003
d50 = particle size which is separated with 50% yield (m);
b = inlet width for the cyclone inflow (m);
N = number of rotation cycles in the cyclone (? N=5, empirically determined);
vi = inlet speed (m/s);
?i = specific density of particulate (kg/m3);
µp = viscosity of gas (kg/ms).
Once the d50 has been determined, the separation yield for all other particle sizes can be graphically determined.
Materials
In the presence of substances and liquids with a strong corrosive or erosive nature, cyclones must be made of a suitable material or be coated with an appropriate substance. Cyclones are available in various materials such as stainless steel, aluminium, nickel, polystyrene (PS), polyvinylchloride (PVC) and polyvinylidenefluoride (PVDF).
Variants
High throughput cyclones have a diameter greater than 1.5 m and are suitable for separating particles that are 20 µm or larger.
"High efficiency" cyclones (pencil cyclones) have a diameter which lies between 0.4 and 1.5 m and can be used to separate particles that are10 µm or larger.
Cyclones with a diameter between 0.005 and 0.3 m are no longer used independently, but are constructed into multi-cyclones. In this case, the inflow of gas does not take place tangentially as in regular cyclones, but axially, after which the gas is made to spiral via splitter blades. A multi-cyclone requires gas to be well-distributed across the smaller cyclones. If there is insufficient distribution, this may lead to gas back-flow and blockages.
Other types of cyclones:
Electro-cyclones: By placing an electric field between the centre and the wall of the cyclone, the driving force pushing the particles to the wall is increased, which leads to a higher separation yield.
"Secondary flow enhanced cyclone": In a cylindrical casing, the primary gas – the gas which is to be cleaned – is inputted from below in a swirling movement. Due to the tangential addition of secondary air from above, the centrifugal forces on particles are increased, whereby the removal efficiency is also increased. Secondary air can be pure or purified air.
Combination of multi-cyclone and baghouse filter: This is a combination of two techniques; namely, a multi-cyclone for pre-cleaning, as described above, and a baghouse filter (see technique sheet 10) to further clean the waste gas.
Condensation cyclone: These cyclones are cooled via a cooling agent. At a particular temperature, under dew-point, substances like fats and water can be condensed and separated.
Wet cyclone: In order to increase the separation yield of fine particles (< 20 µm), water is sprayed into the cyclone’s inlet pipe immediately prior to the cyclone. The water attaches itself to the fine particles and is removed as slurry.
Micronsep wringing separator: In addition to the vortex effect, the workings of this system are also based on the phenomenon of secondary flows in a boundary layer. The system consists of a spiral-shaped inside, which is placed in a sheath that resembles a cyclone. The system has a yield in excess of 99.5% for particles greater than 1 µm [6], whereby it excels compared to classic cyclones.
Efficiency
The separation yield of a cyclone is 99% at 50 µm. This is considerably higher than that of sedimentation chambers or impact separators. A guideline figure is: 90% yield for 10 µm particles. Cyclones are most efficient at high air speeds, small cyclone diameters and large cylinder lengths (pencil cyclones). This is in contrast to so-called high output cyclones, where large throughput, and thus large dimensions, negatively influence the yield.
Residual emissions: 100 mg/Nm3
Boundary conditions
The physical and/or chemical properties of the to-be-separated pollutants are the main factors that influence the applicability of mechanical separators.
A major limiting factor for most cyclones is that to-be-separated substances may not lead to excessive pollution or cause obstructions.
The temperature of in-flowing air also sets a boundary condition for cyclones. Because there is a very wide range of material types, cyclones have the advantage of being applicable in extreme situations – low and high temperatures, for example.
<!--[if !supportLists]-->- <!--[endif]-->Flow rate: 1 – 100 000 Nm3/h for a single cyclone
<!--[if !supportLists]-->- <!--[endif]-->Temperature: < 1.200 °C depending on construction material
<!--[if !supportLists]-->- <!--[endif]-->In-coming concentrations: 1 - 16 000 g/Nm3
Auxiliary materials
Water for wet cyclones and coolant for condensation cyclones.
Environmental aspects
Separated dust disposed as waste product or re-used, if possible.
Slurry from wet cyclones must be processed via water purification or be disposed of.
Energy use
0.25 – 1.5 kWh/1 000 Nm3/h [1, 2]
Cost aspects
<!--[if !supportLists]-->q <!--[endif]-->Investment
<!--[if !supportLists]-->- <!--[endif]-->Costs 500 to 1500 EUR per 1 000 Nm³/h [Source 1, 2, 6]
<!--[if !supportLists]-->q <!--[endif]-->Operating costs
<!--[if !supportLists]-->- <!--[endif]-->Personnel costs: ± 0.25 mh/day (for residue disposal, thus determined by dust concentration)
<!--[if !supportLists]-->- <!--[endif]-->Energy costs: 160 – 970 EUR per year per 1 000 Nm³/h [6]
<!--[if !supportLists]-->- <!--[endif]-->Auxiliary and residual materials: Disposal costs for the separated dust are determined by the type of residue.
Inert: ca. 75 EUR/ton
Chemical: 150 – 250 EUR/ton
Case study: Food sector [6]
<!--[if !supportLists]-->- <!--[endif]-->Flow: 3 200 m³/h
<!--[if !supportLists]-->- <!--[endif]-->Separation of fats
<!--[if !supportLists]-->- <!--[endif]-->Residual dust concentration: 15 – 20 mg/Nm³
<!--[if !supportLists]-->- <!--[endif]-->Investment costs: 6 250 EUR in stainless steel, excl. support equipment and placement.
Advantages and disadvantages
<!--[if !supportLists]-->q <!--[endif]-->Advantages
<!--[if !supportLists]-->- <!--[endif]-->Simple construction
<!--[if !supportLists]-->- <!--[endif]-->No moving parts
<!--[if !supportLists]-->- <!--[endif]-->Little maintenance
<!--[if !supportLists]-->- <!--[endif]-->Low investment and operation costs
<!--[if !supportLists]-->- <!--[endif]-->Constant pressure loss
<!--[if !supportLists]-->- <!--[endif]-->Space efficient
<!--[if !supportLists]-->- <!--[endif]-->Dry collection, except for wet cyclones
<!--[if !supportLists]-->q <!--[endif]-->Disadvantages
<!--[if !supportLists]-->- <!--[endif]-->High pressure loss (0.5 – 2.5 kPa), depending on set-up
<!--[if !supportLists]-->- <!--[endif]-->Low yield for low-diameter particles
<!--[if !supportLists]-->- <!--[endif]-->Poor performance for partial load
<!--[if !supportLists]-->- <!--[endif]-->Emission of waste water for wet cyclones
<!--[if !supportLists]-->- <!--[endif]-->Erosion-sensitive and risk of blockage at inlet
<!--[if !supportLists]-->- <!--[endif]-->Possible noise problems
Applications
Due to its relatively low yield and relatively high residual emissions, a cyclone is most commonly used as a pre-separator to remove larger particles before another dust abatement installation, such as a scrubber or baghouse filter, is implemented.
Pre-separation normally takes place on particles > 5µm and is mostly used in:
<!--[if !supportLists]-->- <!--[endif]-->Wood and furniture industry;
<!--[if !supportLists]-->- <!--[endif]-->The building sector;
<!--[if !supportLists]-->- <!--[endif]-->Glass industry;
<!--[if !supportLists]-->- <!--[endif]-->The transport sector for storage and transfer;
<!--[if !supportLists]-->- <!--[endif]-->The foodstuffs industry;
<!--[if !supportLists]-->- <!--[endif]-->Waste combustion installations;
<!--[if !supportLists]-->- <!--[endif]-->The chemicals industry;
<!--[if !supportLists]-->- <!--[endif]-->Melting processes in metallurgy;
<!--[if !supportLists]-->- <!--[endif]-->Sintering processes;
<!--[if !supportLists]-->- <!--[endif]-->Coffee roasting industry.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- VDI 3676, Massenkraftabscheider, October 1999
- Supplier information
- Jacobs A., Gielen B., Van Tomme, De Roock Ch. and Dijkmans R., Best Available Techniques for the wood-processing industry, 2003