Synonyms, abbreviations and/or process names
- Plasma cleaning
- Aerox-injector
- Active oxygen injection
Removed components
- Odour
- (VOC)
- (Dust)
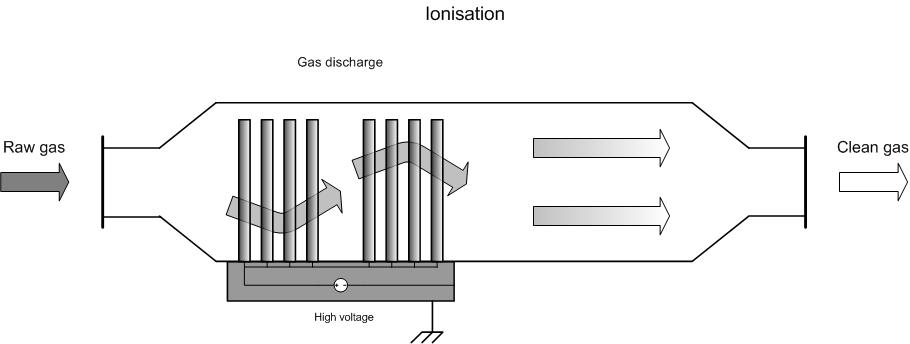
Diagram
Process description
The air or the to-be-treated gas stream is passed through the reactor chamber where, via electrodes, it is subjected to a very strong electric field (dozens kV, 20 – 30 kV [7]). Due to the electrical discharging reactions that take place, the gas stream finds itself in a state referred to as ‘cold plasma’. In cold plasma the gas molecules are present in the form of ions, free electrons, radicals and other highly-reactive species. However, there is not a noteworthy temperature increase.
The highly-reactive components in the cold plasma ensure break-down and (partial) oxidation of the pollutants that are present. The most active species in this process are N, O and OH radicals. These are formed from nitrogen, (N2), oxygen (O2) and water (H2O).
If the gas stream is passed straight into the plasma reactor, then the reactor behaves like an electrostatic precipitator with a dust removal efficiency of > 90%. In this case, a (self) cleaning system will need to be introduced to keep the reactor clean. Cleaning can take place via vibration, compressed air or water. The cleaning system is not needed for dust-free air flows.
For high temperatures, excessive dust concentrations or corrosive gases, it may be necessary to ionise a sidestream (air) and to inject this air stream into the mainstream. Highly reactive gas will then react with the pollutants. Because the added gas stream has a volume of 10 - 20% of the main gas stream, the outgoing flow rate is ca. 10 – 20% greater than the incoming flow rate, thus being a case of dilution.
With direct treatment it is possible to remove organic substances. If an ionised air stream is injected, one mainly modifies odour molecules, though some organic matter is also removed.
Variants
After the ionisation phase, the air stream can still be passed through a catalyst. This takes place at room temperature and ensures removal of present ozone and further oxidisation of to-be-removed components. In some applications (e.g. Plasmacat technology) such a catalyst is standardly present, and in others (e.g. Aap technology) it is available as an option. These are often activated carbon catalysts.
The form and configuration of electrodes, and the nature of the used materials, differs from technology to technology and is normally protected by patents.
This technique can also be used in sidestream if working conditions do not permit direct ionisation. Working in sidestream is normally less efficient than direct ionisation. Feasibility tests are recommended to discover the yield.
Efficiency
The realised odour reductions are determined by the application and the nature of the installation (in-line or via sidestream).
Examples of results realised by directly treating the air stream can be collected from a variety of sectors. [3]
- Waste water purification: 99.7 % odour reduction (from 80 000 ou/m³ to 200 ou/m³ with the presence of H2S, mercaptans and other odour components)
- Foodstuffs industry: > 99.9 % odour reduction (from extremely persistent odours to odourless)
- Cattle-feed industry: > 97 % odour reduction (from 7 000 – 35 000 ou/m³ to 100 – 200 ou/m³)
- Food sector [5]: 80 -90 % odour reduction (from 15 000 – 40 000 ou/m³ to 1 600 – 4 600 ou/m³)
- Tobacco industry: 97 % odour reduction (from 17 000 ou/m³ to 500 ou/m³)
- Toluene removal: 90 % (from 100 mg/m³ to 10 mg/m³)
Odour reduction in sidestream is also determined by the application and, according to olphactometric tests, varies between 70 and 98%. Here are a few examples of realised results from various sectors. [1]
- Poultry-feed industry: 98 % odour reduction (from 53 000 ou/m³ to 1 000 ou/m³)
- Crisps production: 80 % odour reduction (from 100 000 ou/m³ to 20 000 ou/m³).
In the wood processing industry, yields of 97 - 99.9% can be realised for VOC’s with starting concentrations of a few g/m³, when plasma oxidation is used [7].
The expected yields mostly lie between 60 and 90%, according to olphactometric measurements. Pilot tests are recommended to determine the yield for investment purposes and large-scale implementations.
Boundary conditions
- low rate: 20 to 200 000 m³/h (flow rates in reference installations: 1 500 to 175 000 m³/h)
- Temperature: 20 – 80 °C. Higher temperatures are permitted if a sidestream is implemented. According to BAT [7] temperatures between 30 – 120 °C are permitted for plasma oxidation.
- Particularly suited to gas streams with low energy content (low VOC concentrations), due to low energy use compared to afterburners.
- Relative humidity: Not too high due to risk of condensation and short-circuiting; increased humidity improves operation in sidestream.
- Pressure: atmospheric
- Dust: The gas stream must contain relatively little dust. The ioniser will then act like an electrostatic precipitator.
Auxiliary materials
The catalyst for generating active oxygen radicals has a standing time of ca. 8 000 working hours and can be regenerated [1].
Environmental aspects
In the electric field, ozone is present as a by-product. If this is not reacted in its entirety, it may lead to ozone emissions via the treated gas stream. Ozone has a characteristic smell and can, in high concentrations, be a health risk. However, under normal atmospheric conditions, ozone is quickly converted into oxygen. By later implementing a catalyst (see variants), all the ozone will react within the installation. In industrial applications, ozone emission remains below 1 ppm.
NOx and SOx are not formed in detectable quantities.
A small quantity of rinse water, which was used to clean the reactor, is released as waste water. If dust is present, this may lead to a solid waste product being produced.
Energy use
To generate the cold plasma, energy use amounts to (depending on the application and type of installation):
For implementation in combating odour, one should consider the figures at the lower end of the range. Usage is determined by the concentration and type of to-be-removed components and air humidity.
For the generation of active oxygen in sidestream ca. 10 kWh is used for an installation of 18 000 m³/h, or 0.55 kWh per 1 000 m³ treated air.
Further ca. 10 - 20 % extra energy use should be calculated for the ventilator.
Cost aspects
Direct ionisation via plasma treatment [5]
Investment
According to suppliers, the level of investment is greatly determined by the application. For an installation that treats from 20 000 to 25 000 m³/h one should account ca. 130 000 EUR
Operating costs
- Personnel costs: limited
- Auxiliary and residual materials: limited
- Energy costs: ca. 0.03 to 0.25 EUR per 1 000 m³ treated air
- Total operating costs are estimated at 3 – 5% of the installation cost.
Ionisation in sidestream [1]
Investment
Investment costs: 2 500 – 5 000 EUR/ 1 000 Nm³/h of which
- ca. 2 000 EUR for the injector
- ca. 500 EUR for the catalyst (8 000 hours standing time)
Operating costs
- Personnel costs: Limited (1 Monday per (half) year)
- Auxiliary and residual materials: ca. 500 EUR per 8 000 hours (replacement catalyst)
- Energy costs: Ca. 0.05 EUR per 1 000 m³ treated air
Direct ionisation [6]
The following ranges have been stated qua cost aspects and operating costs.
|
Ionisation for odour removal and disinfection |
|||
|
Flow rate |
1 000 |
10 000 |
100 000 |
|
Investment (EUR) |
1 300 |
8 100 |
58 800 |
|
Operation (EUR): |
|
|
|
|
- material replacement |
400 EUR/2years |
3 200 EUR/2years |
22 300 EUR/2years |
|
- electricity use |
25 W |
300 W |
2.8 kW |
|
|
|
|
|
|
Max. VOC conc: (mg/m3) |
Very low |
Very low |
Very low |
|
Maximum odour yield (olphactometric) |
80 – 90 % |
80 – 90 % |
80 – 90 % |
|
Max. temperature (°C) |
60 |
60 |
60 |
|
Max. relative humidity (%) |
95 |
95 |
95 |
Ionisation via bypass [6]
The following ranges have been stated qua cost aspects and operating costs.
|
Ionisation in bypass for odour removal |
|||
|
Flow rate |
1 000 |
10 000 |
100 000 |
|
Investment (EUR) |
1 585 |
10 600 |
68 200 |
|
Operation (EUR): |
|
|
|
|
- material replacement |
450 EUR/2years. |
4 200 EUR/2years. |
27 000 EUR/2years. |
|
- electricity use |
45 W |
400 W |
3.7 kW |
|
|
|
|
|
|
Max. VOC conc: (mg/m3) |
Very low |
Very low |
Very low |
|
Maximum odour yield (olphactometric) |
80 – 90 % |
80 – 90 % |
80 – 90% |
|
Max. temperature (°C) |
No limitation |
No limitation |
No limitation |
|
Max. relative humidity (%) |
No limitation |
No limitation |
No limitation |
Applications
The first prototype applications of plasma oxidation for air purification at an industrial scale date back to the late '80s. The technology has been fully commercialised since the mid-‘90s. In the meantime, dozens of such installations are being used for odour control, including in the following sectors:
- Water purification (RWZI, food, chemicals and leather industry);
- Sludge composting;
- Tobacco industry;
- Foodstuffs industry;
- Fish-feed industry;
- Animal-feed industry;
- Slaughterhouses;
- Grain and soya processing;
- Potato processing (crisps production).
Besides odour control, the technique can also be useful for removing low solvent concentrations (including halogenated solvents), e.g. from a waste gas stream from the paint, varnish and printing ink industry. Though there is little experience of this at industrial scale.
Advantages and disadvantages
Advantages
- Compact system
- Can be placed inside and outside
- Can be switched on and off as required (short start-up time)
- Relatively simple to operate
- Low sensitivity to small variations in the gas stream
- The ionisation process takes place at low temperatures
- Low energy use compared to afterburners (for gas streams with low energy content)
- Not sensitive to dust, when operating in bypass
Disadvantages
- A prior test is recommended to examine whether the technique is suited to a specific emission problem.
- Is only suitable for VOC removal if it can be implemented directly on the gas stream.
- Risk of electromagnetic radiation. The risk is limited if the casing is constructed of metal.
References
- Factsheets on Air-emission reduction techniques, Active oxygen injection, www.infomil.nl, Infomil
- The Aerox-injector, www.aerox.nl, Aerox
- Plasmacat Waste Gas treatment, www.plasmacat.com, Up-To-Date Environmental Engineering
- Plasma technology, www.app.no, Applied Plasma Physics
- Non-thermal plasma treatment of odour, Fact-Sheet submitted to the European IPPC Bureau as a contribution to the Information Exchange on BAT for the Food, Drink and Milk BREF, NOAS Miljøkompetanse as, 2003
- Supplier information
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003