Synonyms, abbreviations and/or process names
- Micro-scrubbing
- Odour masking
- Odour neutralisation
Removed components
- Odour
Diagram
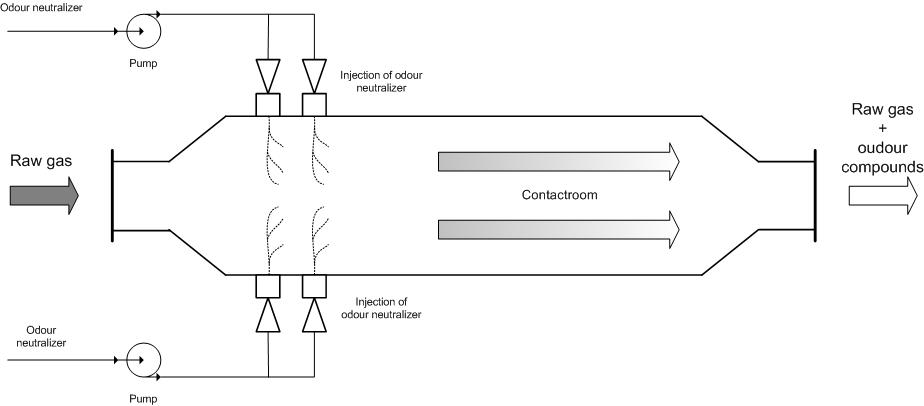
Process description
For channelled emissions, an active, neutralising, modifying or masking product is spraying into the waste gas channel. A reaction takes place in the contact area between the odour molecules and the injected product. The contact time must be long enough to realise a good mix and a good reaction. In many cases, the existing piping and the chimney can serve as contact area so no extra investment needs to be made for a contact area.
The technique can also be used for open tanks at water purification plants, waste sites, sludge drying beds… Thus the sprayers can be placed above the tank surface or in the space itself. In certain cases, the sprayers are combined with a ventilator to better disperse the spray. The spray neutralises the odour from the diffuse source.
The workings of the product may differ.
- A pure absorption reaction: In this case, the odour will be re-released into the atmosphere after a short period of time. If dilution is sufficient at that point in time, there will be no secondary odour source.
- Masking the odour with a stronger and more pleasant smell: In essence, there will be an increase in odour load but the resulting odour will be more pleasant, so complaints may decrease. The maskers used are etheric oils from vanilla, citrus, pine trees or flowers.
- Chemical modification of odour molecules so they are no longer registered by the receptors in one’s nose. In the presence of the right molecules, chemical compounds will be formed between odour molecules and the injected products. An example of this is the reaction of fatty acids with alcohols to esters that have a weaker smell. The product thus contains alcohols, for example, to neutralise the fatty acids in the flue gas. Neutralisation takes place once the fatty acids have absorbed into the spray.
- Addition of complementary odours. Certain odours improve each other’s effect (e.g. stale butter and juniper oil; cirrus tobacco and etheric oil from the winter-green plant). Each substance has a specific recognisable odour, but that is not the case for a combination of the two. There is still no scientific explanation as to why this effect takes place.
In most cases, a combination of the above reactions will take place.
As a precaution, it would be best not to use the system in areas where people are continuously present.
Variants
Some suppliers place a spray collector/mist filter after the contact area in order to remove the injected fluid. This helps to remove the odour components. Normally it also leads to a yield increase. However, placing a mist separator leads to a sharp increase in costs. If a mechanical mist separator is placed, then very close attention has to be paid to blockages. Placing a dry or wet electrostatic filter is a little more expensive, but offers more operational certainty.
There tends to be great variety in the systems used to inject the product. The used systems include:
- Screw sprayers
These small systems are screwed into the vessel containing the neutralising product. The product must be manually pre-diluted in the vessel. These systems have a short life-span of between 3 – 6 months. They also produce large droplets, which means a lot of product is administered. They have a working area of 1.5 – 7m.
- Mist ventilators
These systems spray the liquid via ventilator blades or have a spray head fitted behind the ventilator. These systems have a working area of 7 – 14 m. The expected life-span is 2 – 5 years.
- High pressure sprayers
These systems use a high pressure pump to administer the fluid at 41 – 83 bar. Dilution with water takes place automatically. These systems produce a fine mist whereby a rain-effect is normally not experienced. The fluid must be filtered at 5 – 10 µm to prevent spray heads from blocking. The spray has a working area of 0.5 -2 m. The expected life-span is 2 – 5 years.
- Compressed air systems
A compressed air connection, and a water supply to dilute the product, needs to be present. If the sprayers are correctly configured, there will be no rain-effect. The sprayers have a working area of 1.5 -3.5 m. The expected life-span is 2 – 5 years.
- Low pressure air systems
In this case, air from ventilators is used. The air has low pressure, but there is a high volume. This is normally used for aeration purposes in water purification plants. The working distance is 3 – 12m. This is greater than compressed air systems because larger air quantities disperse the air further. The expected life-span is 3 - 5 years.
- Direct vaporisation
The concentrated etheric oil is vaporised in an evaporator. This vapour is then dispersed through the air using a ventilator. Because water is not being used, operation can continue at sub-zero temperatures. The etheric oils have a freezing point below -70 °C, so there is no risk of freezing. The expected life-span is 3 - 5 years.
Efficiency
Efficiency varies greatly between applications and injection-product types. If operation is effective, then an odour reduction of 60 to maximum 80% can be expected. It is always recommended to perform feasibility tests as efficiency is greatly determined by product type and application type.
Here are a few examples of odour-removal percentages [2]:
- Compound feeds: 60 – 75 %;
- Dog food company: 75 %;
- Fast-food (hamburgers): 78 %.
It appears that residual odour, which is left after odour neutralisers have been sprayed, may also be unpleasant.
Boundary conditions
Primarily recommended for periodic odour complaints; recommended less for continuous complaints due to the lower efficiency.
When a mist collector is placed, a low dust-content is necessary to avoid blockage.
Auxiliary materials
The injection product must be purchased.
Dilution water is needed for most products.
Usage for an open-air set-up is:
Injection volume for flue gases in pipes [2]:
- Product dilution is 1/100 – 1/500;
- Injection volume varies; typically around 1 l/h per 1 000 m³/h diluted product (dilution 1/100). Product use is thus 10 ml/h per 1 000 m³/h.
Environmental aspects
If a mist collector is not present, injection of the product will result in increased emissions and environmental impact.
If a mist collector is placed, a concentrated waste fluid, with etheric oils and odour molecules, will be created and will need to be treated via water purification or be transported for processing.
Energy use
Low energy use: Only dosage pump. Pressure drop is low if a mist filter is not implemented later.
For the energy use of a later implemented mist filter, please check here.
Cost aspects
Experience tells use that costs for these systems could rise sharply for continuous spraying, as products are fairly expensive to purchase.
Investment
The investment cost goes hand-in-hand with the spraying system.
- Screw sprayers: 250 – 1 000 USD per piece[1]
- Mist ventilators:
- High pressure sprayers: 5 000 – 20 000 USD [1] for entire system for a spray length of 130 – 500 m
- Compressed air systems: 3 000 – 5 000 USD [1] for entire system
- Low pressure air systems: 5 000 -20 000 USD [1] for entire system
- Direct vaporisation: 5 000 - 20 000 USD [1] for entire system
- 1 000 – 20 000 EUR for system, depending on flow rate, system lay-out and required amendments. Most systems fall between 4 000 and 12 000 EUR. [2] This investment includes a control box, vaporisers or mist ventilators, piping and assembly costs.
Operating costs
- Examples
Case study: Animal-feed producer [2]
- Flow rate: 30 000 m³/h
- Odour concentration: 7 000 – 10 000 ouE/m³
- Investment costs: 4 500 EUR
- Operating cost:
- 100 EUR per litre of product
- 30 litres per hour of solution with dilution 1/100: 0.3 litre of product per hour
- Annually 480 litres of product = 48 000 EUR/year
Case study: Mobile deodorisation unit [2]
- Control container 10 feet + 2 mist ventilators
- Mobile unit which can be placed down wind
- Investment cost 13 500 – 15 500 EUR depending on set-up
- Sprayed fluid 10 – 50 litres per hour per ventilator with dilution of 1/250 – 1/500. The product cost is 15 EUR/litre. This brings an operating cost of between 0.6 and 6 EUR product cost per working hour.
- The capacity per ventilator is 0.56 kW.
Case study: With droplet separation
- Installation 30 000 m³/h
- Investment 75 000 – 100 000 EUR depending on the type of droplet separator (mechanical or electrostatic)
- Investment incl. piping in stainless steel, spraying installation and droplet collector.
- Operational costs: Spraying product: 6 000 – 8 000 EUR per year (greatly determined by the load in flue gases)
Case study: asphalt plants [4]
- Odour neutralisation by spraying perfume into chimney and on loading platform
- Annual cost: Approx. 25 000 EUR per year.
Advantages and disadvantages
Advantages
- Simple
- Low investment costs
- Modular system
- Flexible system (switching on/of determined by certain parameter)
- Little maintenance
Disadvantages
- Expensive products
- Expensive system for continuous emissions
- Contact time of minimum 2 seconds
- Additional emissions if no filter is employed later
Applications
Reducing odour emissions in:
- Composting installation for converting heaps;
- Waste processing;
- Water purification plants;
- Waste tips;
- Foodstuffs industry;
- Slaughterhouses;
- Cattle-feed production;
- Cattle farms;
- Fast-food chains
References
- H.J. Rafson:"Odor and VOC control handbook" Mc Graw-Hill, 1998
- Supplier information
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A.Van de Meulebroecke, P. Vercaemst, R. Dijkmans: Best Available Techniques (BAT) for the slaughterhouse sector Academia press, June 2003
- A. Jacobs, L. De Bock and R. Dijkmans., Best Available Techniques for asphalt plants, November 2001
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003