Synonyms, abbreviations and/or process names
- Activated carbon filter
- Powdered activated carbon injection
Removed components
- VOC and solvents
- H2S, NH3, metals, odour,… with specific carbon types
- dioxins
Diagram
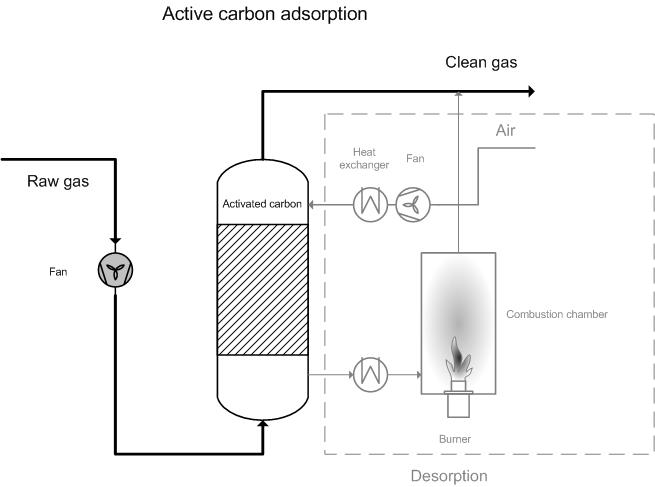
Process description
Activated carbon is a microporous inert carbon matrix with a very large internal surface (700 to 1 500 m²/g). The internal surface is ideal for adsorption. Activated carbon is made from materials containing amorphous carbon, such as wood, coal, peat, coconut shells… It is formed via a thermal process, where volatile components are removed from the carbon-laden material (raw material) in the presence of oxygen. Via specific treatments one creates a particular pore structure which determines the adsorption capacity and adsorption properties of the activated carbon.
The gas stream is passed through the activated carbon, where the to-be-removed components bond with the activated carbon via adsorption, until it is saturated. Once the activated carbon’s saturation level has been reached, it is replaced or regenerated.
If replaced, the saturated activated carbon is normally returned to the supplier, who disposes of it as (chemical) waste or regenerates it.
If the company regenerates the activated carbon itself, then this is referred to as regenerative adsorption.
The saturation level is normally expressed in g/kg of activated carbon. The saturation level is determined by the concentration found in the air. In experimental set-up, adsorption isotherms can be set up to show the relationship between the number of g component per gram of activated carbon that can be collected and the partial pressure of components in the air. The partial pressure of a component is determined by the component concentration in the gas and the pressure of flue gases. With higher concentrations and higher pressure, the partial pressure of the component increases.
The isotherm of activated carbon is linear. For higher partial pressures, the capacity increases proportionately. This means that, at a given temperature, activated carbon has a higher adsorption capacity at high input concentrations than at low input concentrations. However, at higher temperatures the adsorption capacity will fall.
As a reference, an adsorption capacity of 20 – 25 g solvent (expressed as carbon) per 100 g activated carbon can be adsorbed during effective adsorption. If the component is a poor adsorber, the temperature or the air humidity increase, then capacity will fall.
This reference value is not applicable to impregnated activated carbon, where the process takes place via chemisorption (see variants).
In practice, adsorption normally takes place in a bed of activated carbon. An adsorption zone is then formed in the bed, which moves from the air inlet to the outlet as the bed becomes more saturated. The air enters the saturation zone at 100 % input concentration and leaves the zone at the lowest possible vapour pressure in equilibrium with the activated carbon. This is shown in the figure below.
The bed is fully saturated before the adsorption zone, and almost no adsorption has taken place after the adsorption zone. When the adsorption zone reaches the end of the bed, the activated carbon filter is saturated, requiring either the bed to be replaced with new activated carbon or requiring the bed to be regenerated.
Without performing tests, the standing time for a filter can only be estimated.
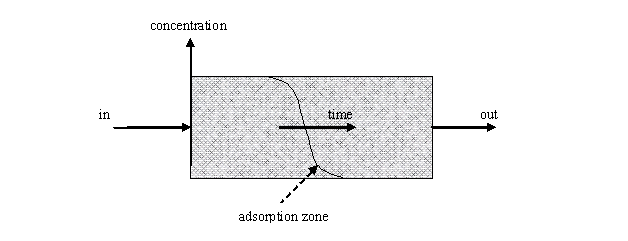
Figure: Saturation of the bed over time
Variants
Implementing adsorption
Adsorption via activated carbon can take place via filled cartridges, as carbon in a packed bed or as powdered carbon injection combined with a fabric filter.
In low-load applications, activated carbon is sometimes delivered in pre-packed filter cartridges which are periodically replaced in the filter installation. In heavily-loaded systems, for which larger quantities of activated carbon are needed, a bed is used to which granules of activated carbon are added. This can be implemented as a container system. For applications with high flow rates and lower concentrations, powdered activated carbon is sometimes introduced and is later filtered away. The latter is often used for the removal of dioxins. If dry lime-sorption is already present, a combination of lime and activated carbon is sometimes injected to collect acidic components as well as dioxins and VOC’s.
Impregnated activated carbon
For specific applications, and to improve removal efficiency, activated carbon is chemically treated or impregnated. Impregnated activated carbon adsorbs and retains the specific components long enough for the chemical impregnant to react with the pollutant (chemisorption). Impregnated activated carbon has been specially designed to collect chemical components that are difficult to adsorb with standard activated carbon. Possible application areas:
- With oxidants, for example KMnO4 impregnated activated carbon for odour removal
- With sulphur compounds impregnated activated carbon, to more effectively remove heavy metals such as Hg (mercury) via formation of sulphides
- Impregnation with KI (potassium iodide) to increase uptake capacity of H2S, whereby H2S is oxidised to SO2.
- Impregnation with an acid such as sulphuric acid, to collect base components such as NH3
- Impregnating with a base (e.g. NaOH) to collect acidic components such as H2S.
Regenerative Sorbalite
Sorbalite (activated carbon + lime): This mix is used to clean flue gases from furnaces. SOx and dioxin problems can be resolved via a single product.
Efficiency
Efficiency is determined by the type of pollutant, the type of activated carbon which is used and the temperature and humidity of the waste gases. An effective installation can be expected to realise a yield between 95 – 98 % for input concentrations of 500 – 2 000 ppm.
If effective, concentrations can typically be brought from 400 – 2 000 ppm to under 50 ppm.
In foundries, an end concentration of 20 mg/Nm³ VOC has been established [10].
Mercury can be brought down to less than 0.05 mg/Nm³. Dioxins to less than 0.1 ng TEQ/Nm³ and, for odour and H2S, yields of 80 - 95 % have been established [13].
Boundary conditions
The following conditions must be realised for good adsorption with normal activated carbon [1]:
- Temperature < 50 °C (15 – 80 °C) (except for dioxin removal, for which higher temperatures may be employed)
- Relative humidity < 70 %, no condensation is a minimum requirement. However, for humidity levels above 70 % the yield will decrease as water starts to occupy the active places on the carbon.
- Dust content must be sufficiently low to prevent the bed from becoming blocked. In principle, the air must be dust-free. A value of maximum 3 mg/Nm³ has been pre-established [2]. In BAT [15], a value of 5 mg/Nm³ has been pre-established.
- Pressure: 1 – 20 bar
- VOC content: maximum 25 % of lowest explosion limit
- Dioxins: 10 – 100 ng/Nm³ TEQ
- VOC: 10 – 100 000 mg/Nm³ [13]
- Mercury: 1 -10 mg/Nm³ [13]
- H2S: 10 -200 mg/Nm³ [13]
- Odour: 10 000 – 200 000 ou/m³ [13]
Hotspots and spontaneous combustion
All adsorption processes are exothermal, which means energy is released into the bed during adsorption. Further, the activated carbon or the metals in or on the activated carbon can lead to catalytic oxidation of VOC’s in the bed. This can lead to intense local heating or even spontaneous combustion in the bed, thus destroying part or all of the bed. If the entire bed is not destroyed, the properties of the activated carbon in the rest of the bed will change as a result of the high temperatures (change in pore size).
This is primarily a danger with certain hydrocarbons, such as ketones and turpentines. For higher concentrations of these components, activated carbon can, even in gases at room temperature, lead to hot spots (reduced adsorption yield) or bed-burning.
Spontaneous combustion can be avoided by moisturising the air. Though one should ensure that this does not greatly reduce the efficiency of activated carbon.
Auxiliary materials
Upon saturation, activated carbon must be regenerated or replaced. Use of activated carbon is determined by:
- Flow rate
- Pollutant concentration: Higher usage at higher pollutant concentrations. However, the specific load increases; in other words, one needs less activated carbon to collect a particular pollutant quantity.
- Pollutant type
- Gas temperature: Higher temperatures lead to higher usage.
- Gas humidity: Higher humidity level leads to higher usage
- Pressure: Higher pressure leads to lower usage
Environmental aspects
The used activated carbon must be regenerated or destroyed (burnt). In most cases, used activated carbon can be, for an extra charge, returned to the activated carbon supplier. In most cases, this is also the most economically-viable solution.
If regeneration takes place on-site, the activated carbons has a longer placement time and generates less waste.
Energy use
The adsorption bed does not require energy. A more powerful ventilator is needed to overcome the pressure drop across the bed.
Cost aspects
- Investment
- Operating costs
- Operating costs amount to 20 – 100 EUR/1 000 m³ for a solvent concentration of 1 – 10 g/m³ [14]
- Auxiliary and residual materials:
- 600 to 1 300 EUR per ton of non-impregnated activated carbon incl. re-collection of saturated carbon [1]
- 1 700 to -2 500 EUR per ton of non-impregnated activated carbon incl. re-collection + carbon processing [2]
- 3 000 to 4 500 EUR per ton of impregnated activated carbon incl. re-collection of saturated carbon [2]
- 4 000 EUR per ton of activated carbon [14]
Case studies:
Dry cleaning case study [9]
- Treatment of dry vapours with activated carbon
- Reduction perchloroethylene (PER) by 15%
- Investment cost of 2 500 EUR
- PER concentration < 240 mg/Nm³ upon discharge
Case study: dioxin removal from wood-burning gases [11]
- The wood-processing industry possesses wood-fuelled installations
- Flue gases must be cooled to 100 – 130 °C
- End concentration < 0.1 ng TEQ/Nm³
- Incineration of saturated activated carbon in own incineration plant
- Investment costs fixed-bed installation: 0.2 – 0.4 million EUR per ton/h burning capacity
- Investment costs injection of activated carbon: 0.07 – 0.18 million EUR per ton/h if a dust separator is already present; if not present, 0.06 – 0.12 million EUR per ton/h must be added for the installation of a fabric filter (sleeve filter).
- For an installation running on preserved wood, usage of activated carbon is 2 – 4 kg per ton of wood residue. There are negligible energy and maintenance costs compared to the cost of activated carbon.
Advantages and disadvantages
Advantages
- High efficiency in VOC removal
- Simple and robust technology
- Suitable for discontinuous processes
- Easy to maintain
- Easy to place
Disadvantages
- Dust can lead to blockages
- Component mixes may lead to early malfunction
- Not suitable for wet flue gases (less critical for impregnated activated carbon)
- Risk of spontaneous combustion in the bed (ketones, turpentines…)
- Polymerisation risk for unsaturated hydrocarbons on the activated carbon (exothermal and causes blockages)
Applications
Activated carbon sorption is widely applicable for:
- The removal of solvents and VOC’s in printing, spray painting…
- The removal of dioxins, heavy metals such as mercury and other residual emissions in waste incinerators.
- Deodorisation, air conditioning
- Cleaning process-gases such as synthetic gases, hydrogen, natural gas, carbon-dioxide, gas from waste dumps and solvent recuperation.
- Recuperation of perchloroethylene vapours in dry cleaning
- VOC removal in foundries
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Choosing an adsorption system for VOC: carbon, zeolite, or polymers? (1999). EPA technical bulletin
- Solvent capture for recovery and re-use from solvent laden gas streams. Environmental Technology Best Practice programme, guide GG 12
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Vanderreydt I. (2001). Inventory of the waste incineration sector in Flanders. Vito, 2001/MIM/R/030
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- Supplier information
- P. Van den Steen, A. Vercalsteren and R. Dijkmans., Best Available Techniques for Dry cleaning, December 1997
- L. Goovaerts, Y. Vreys, P. Meulepas, P Vercaemst and R. Dijkmans., Best Available Techniques for foundries, March 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003
- J. Van Deynze, P. van den Steen and R. Dijkmans., Best Available Practices for bodywork repair, 1998
- T Feyaerts, D. Huybrechts and R. Dijkmans., Best Available techniques for manure processing, edition 2, October 2002
- L. Goovaerts, M. De Bonte, P. Vercaemst and R. Dijkmans., Best Available Techniques for the metal processing industry, December 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003
- J. Van Deynze, P. Vercaemst, P. Van den Steen and R. Dijkmans., Best Available Techniques for paint, varnish and printing ink production, 1998