Synoniemen, afkortingen en/of procesnamen
- Recuperatieve naverbanding
Verwijderde componenten
- VOS
- Geur
- Gehalogeneerde organische verbindingen
- CO
- (Organisch fijn stof)
Principeschema
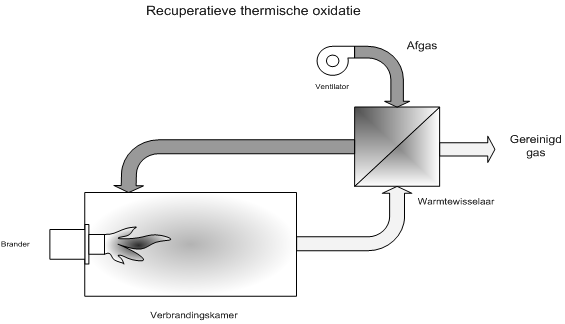
Procesbeschrijving
Het verschil met een thermische naverbranding zonder warmterecuperatie is de nageschakelde warmtewisselaar. In deze warmtewisselaar wordt de te behandelen lucht opgewarmd met de warmte van de verbrandingsgassen. Recuperatieve warmterecuperatie heeft een thermisch rendement van 50 – 80 %. Bij een thermisch rendement van 75% is autotherme verbranding meestal mogelijk vanaf 4 - 6 g/m³ solvent [5]. Bij een thermisch rendement tussen 50 en 70 % ligt het autotherme punt op 8 – 12 g/m³ [8].
De ervaring met deze systemen leert dat aan de hete zijde van de warmtewisselaar de lasnaden falen zodat deze periodiek terug moeten worden hersteld. Dit geeft aanleiding tot hoge onderhoudskosten. Bedrijven die momenteel dit systeem in gebruik hebben, schakelen om deze reden soms over naar een thermisch regeneratief systeem dat lagere onderhouds en brandstofkosten heeft.
Varianten
- Injectie in een bestaande ketel
Zie techniekblad 30
- type warmtewisselaar
De warmtewisselaar kan uitgevoerd worden als een platenwarmtewisselaar of een buizenwarmtewisselaar. Platenwarmtewisselaar hebben een hoog rendement en zijn goedkoper dan buizenwarmtewisselaars. Platenwarmtewisselaars kunnen modulair worden opgebouwd zodat de verkregen efficiëntie makkelijk kan worden aangepast afhankelijk van het aantal platen dat wordt gebruikt.
Bij temperaturen boven 540 °C worden buizenwarmtewisselaars goedkoper dan platenwarmtewisselaars. Buizenwarmtewisselaars zijn structureel betrouwbaarder dan platenwarmtewisselaars [3].
Werkingsgraad
De werkingsgraad is gelijkaardig aan deze bij thermische naverbranding zonder energierecuperatie.
Randvoorwaarden
- De techniek is voornamelijk geschikt voor gasdebieten tot 50 000 m³/h.
- Naar veiligheid toe moet de koolwaterstofconcentratie van het afgassenmengsel onder de 25 % van de onderste explosiegrens (LEL) worden gehouden.
- Verontreinigde gassen (vetten, stof, …) kunnen de warmtewisselaars vervuilen wat kan leiden tot rendementsverlies en uiteindelijk verstoppingen. Een goed ontwerp is nodig.
- Stofconcentraties best kleiner dan 3 mg/m³. In specifieke toepassingen voor verbranding van organisch stof kan dit hoger worden genomen [5].
- Bij corrosieve gassen moet opgelet worden voor condensatie en corrosie in de warmtewisselaar.
Hulpstoffen
Geen hulpstoffen
Milieu-aspecten
Analoog als bij klassieke naverbranding zonder energierecuperatie.
Specifiek voor thermisch recuperaties [5]:
NOx: < 100 mg/Nm³
CO < 100 mg/Nm³
VOS < 10 mg/Nm³
Specifiek voor thermisch recuperaties [6,8]:
NOx: 40 – 200 mg/Nm³
CO < 200 mg/Nm³
VOS < 20 mg/Nm³
Energieverbruik
Afhankelijk van de KWS-concentratie van de afgassen. Autotherme verbranding is mogelijk vanaf 4 - 6 g/m³ solvent [5].
Volgens BBT [7] ligt het autotherme punt op 6 – 10 g/m³ solvent voor een rendement van de warmtewisselaar van 50 – 70 %.
De benodigde steunbrandstof is veel lager dan bij thermische naverbranding zonder energierecuperatie.
Kostprijs
Investering
- 10 000 – 50 000 EUR voor 1 000 Nm³/h [2]
- 8 900 – 77 000 USD voor 1 000 Nm³/h [3]
- 30 000 – 75 000 EUR voor 1000 m³/h bij debieten van 5 000 m³/h [6]
- 12 500 – 35 000 EUR voor 1000 m³/h bij debieten van 20 000 m³/h [6]
- 10 000 – 50 000 EUR voor 1000 Nm³/h [7]
- kost ifv recuperatierendement en debiet [8]
|
|
voor 5 000 m³/h |
Voor 20 000 m³/h |
|
30 % warmterecuperatie |
36 EUR/m³/h |
16 EUR/m³/h |
|
65 % warmterecuperatie |
45 EUR/m³/h |
18 EUR/m³/h |
Werkingskosten
- 2 800 tot 14 800 USD per jaar voor 1 000 Nm³/h [3]
gevalstudies
gevalstudie CO verwijdering gieterijen [6]
koolstofmonoxide (CO) van de koude wind koepelovens kunnen worden naverbrand met energierecuperatie om het
thermisch rendement te verhogen:
- vanaf smeltcapaciteiten van 10 ton/uur
- vermindering van het cokesverbruik van 10 – 20 %
- investeringskost: 500 000 EUR voor thermische naverbrander + warmtewisselaar
- werkingskost: 5-10 % van investering
Voor- en nadelen
Voordelen
- Door het toepassen van warmterecuperatie zal de werkingskost voor brandstof sterk verminderen.
- Robuuste techniek met een hoog rendement
Nadelen
- De warmtewisselaar kan vervuilen bij hoge stofgehaltes
- Hete zijde van de warmtewisselaar onderhevig aan veel onderhoud door corrosie en mechanische spanningen door de hoge temperatuur
- Risico op zelfontbranding bij zeer hoge VOS-concentraties als de gassen in de warmtewisselaar boven de zelfontbrandingstemperatuur komen.
Toepassingen
Recuperatieve thermische naverbranding kan worden toegepast bij:
- Voornamelijk debieten kleiner dan 50 000 m³
- Hogere koolwaterstofconcentraties om de brandstofkosten te beperken maar ook niet te hoog owv het risico op zelfontbranding
- Bij discontinue werking van de productie
Recuperatieve naverbranding wordt gebruikt in de productie van geëxpandeerde schuimen waarbij de afgassen zwaar beladen zijn met VOS.
Bij het aanbrengen van lijmen en deklagen wordt de combinatie van een regeneratieve adsorptie gevolgd door een recuperatieve thermische naverbranding toegepast bij lage solventconcentraties, hoge debieten en wanneer de productie niet volcontinu is.
Indien de productie volcontinu is wordt veeleer een regeneratieve thermische naverbranding geplaatst omdat dit een hoger thermisch rendement heeft en lagere onderhouds- en energiekosten.
Referenties
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, february 2002
- EPA Air Pollution Technical factsheet: incinerator: recuperative type
- EPA Air Pollution Technical factsheet: Thermal incinerator
- VDI 2587 part 1: Emission control: heatset web offset presses, november 2001
- L. Goovaerts, Y. Vreys, P. Meulepas, P Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de gieterijen, Maart 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock en R. Dijkmans., Beste Beschikbare Technieken voor de houtverwerkende nijverheid, oktober 2003
- L. Goovaerts, M. De Bonte, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de metaalbewerkende nijverheid, december 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de slachthuissector, juni 2003