Synoniemen, afkortingen en/of procesnamen
- thermische oxidatie
Verwijderde componenten
- VOS
- Geur
- Gehalogeneerde organische verbindingen
- CO
- (Organisch fijn stof)
Principeschema
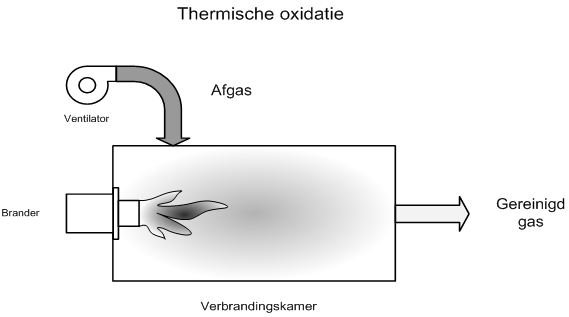
Procesbeschrijving
De afgassen worden samen met de nodige hoeveelheid verbrandingslucht op een hoge temperatuur gebracht. Deze temperatuur varieert bij thermische naverbranding tussen 750 en 1 200 °C. De gassen worden voldoende lang op deze hoge temperatuur gehouden waarbij de verontreinigingen (VOS, geur, …) met zuurstof geoxideerd worden tot CO2, H2O, N2, SOx, HCl, … .
De efficiëntie van de naverbranding wordt beïnvloed door de temperatuur, verblijftijd, turbulentie (voor menging) en beschikbaarheid van zuurstof.
Bij klassieke VOS volstaat een verbrandingstemperatuur tussen 750 en 1 000 °C. Bij milieugevaarlijke en gehalogeneerde componenten is een naverbranding tussen 1 000 en 1 200 °C aangewezen om een volledige vernietiging van deze componenten te kunnen garanderen.
Bij hoge temperaturen zal de vernietiging sneller verlopen dan bij lagere temperaturen. Hierop kan worden ingespeeld bij de keuze van de grootte van de verbrandingskamer. Een grote verbrandingskamer met een lagere temperatuur heeft een grotere investeringskost maar een lagere brandstofkost. Een kleinere verbrandingskamer op een hogere temperatuur zal eenzelfde rendement hebben bij een lagere investeringskost en een hogere brandstofkost.
Bij de oxidatie van de organische componenten in de afgassen komt warmte vrij. Indien de concentratie aan VOS groot genoeg is, volstaat de vrijgestelde warmte om het proces op temperatuur te houden, zodat de naverbranding autotherm kan verlopen. Het autotherm punt ligt bij 20 – 22 g VOS/Nm³ bij verbrandingstemperaturen van 750 – 1000 °C [8]. In BBT [9] wordt een autotherm punt tussen 20 – 24 g/m³ aangegeven.
Vanuit economisch oogpunt bedraagt de inlaatconcentratie best tussen 1 500 en 3 000 ppmv en is de hoeveelheid steunbrandstof beperkt. Bij te lage VOS concentraties is extra brandstof nodig om de gassen na te verbranden. De steunbrandstof is bij thermische naverbanding meestal de grootste variabele kost.
Varianten
Injectie in een bestaande ketel
Als variant op een klassieke thermische naverbranding kunnen de afgassen in een bestaande ketel worden geoxideerd. Dit is enkel mogelijk indien het debiet van de afgassenstroom voldoende laag is en indien geen corrosieve gassen aanwezig zijn of corrosieve verbrandingsproducten worden gevormd.
In de praktijk zal steeds de ketelfabrikant moeten worden geraadpleegd om te vermijden dat de ketel aangetast wordt en om te informeren of men de garantie en aansprakelijkheid van de leverancier verliest.
Bij injectie in de bestaande ketel heeft het de voorkeur om de gassen samen met de verbrandingslucht in de ketel te injecteren en niet zijdeling in de verbrandingskamer. In het laatste geval heeft men een grote kans op kortsluitstromen waardoor het rendement sterk verlaagt en onvoldoende kan zijn.
Om sneller autothermiciteit te bereiken kunnen verschillende methodes worden gebruikt:
- Gebruik van regeneratieve adsorptie. Voordelen zijn een kleinere gasstroom en een hoger koolwaterstofgehalte. Zie ‘regeneratieve adsorptie’
- Gebruik van warmterecuperatie via warmtewisselaar: zie ‘recuperatieve thermische oxidatie’
- Gebruik van regeneratieve bedden om de lucht voor te verwarmen: zie ‘regeneratieve thermische oxidatie’
Werkingsgraad
Het VOS verwijderingspercentage bedraagt typisch 98 – 99,9 %. Indien hoge verblijftijden en hogere temperaturen toegepast worden kan met een rendement van groter dan 99,9 % worden gezuiverd. Dit wordt soms voor gehalogeneerde verbindingen toegepast.
Eind VOS-concentraties van < 1 – 20 mg/ Nm³ zijn haalbaar bij een minimaal eindzuurstofgehalte groter dan 3 vol%. Bij naverbrandingsinstallaties is de eind zuurstofconcentraties typisch 16 – 20 vol.% O2 zodat dit geen probleem geeft.
Met naverbranders kan ook CO worden geoxideerd. CO oxideert minder makkelijk dan VOS omdat de ontstekingstemperatuur hoog is (609 °C). In Tabel 2 wordt de CO-verwijderingsefficiëntie aangegeven met als randvoorwaarde een minimale O2-concentratie na naverbranding van 3 % [4].
Tabel 2: CO-verwijderingsefficiëntie in functie van de temperatuur[4]
| Temperatuur (°C) | Verwijderingsefficiëntie(%) |
| 760 | 78 |
| 788 | 85 |
| 816 | 91 |
| 843 | 95 |
| 871 | 98 |
| 899 | >99 |
Randvoorwaarden
- Naar veiligheid toe moet de koolwaterstofconcentratie van het afgassenmengsel onder de 25 % van de onderste explosiegrens (LEL) worden gehouden.
- Stofconcentraties best kleiner dan 3 mg/m³. In specifieke toepassingen voor verbranding van organisch stof kan dit hoger worden genomen [7].
- Vooral geschikt voor hogere VOS concentraties (5 – 16 g/Nm³) [9]
Hulpstoffen
Geen hulpstoffen
Milieu-aspecten
Bij verbranding van de VOS en van de steunbrandstof komt CO2 vrij wat een broeikasgas is.
Naast CO2 worden ook CO en NOx gevormd. Vorming van grote hoeveelheden CO en NOx kan vermeden worden door een goede procescontrole.
- CO
Specifiek voor CO vermeldt E. Donley [4] dat de realiseerbare CO-concentraties zeer sterk afhankelijk is van de verbrandingstemperatuur. Onder een temperatuur van 870 °C neemt de CO-emissie exponentieel toe. Indien de temperatuur van 870 naar 760 °C daalt, vervijfvoudigt de specifieke CO uitstoot per kg geoxideerde VOS. Absolute cijfers worden niet vermeld.
Volgens Uberoi H. [5] verhoogt de CO-concentratie bij naverbranding tot een maximum wordt bereikt bij 650 °C. Boven deze temperatuur neemt de CO-concentratie snel af. Rond 760 °C zou de CO-emissie relatief laag zijn. Om lage CO-concentraties te verkrijgen wordt een temperatuurvenster van 750 – 815 °C vooropgesteld.
De CO-binding breekt volgens Martin K. [6] bij 760 °C. Voor een goede destructie van de CO-binding in VOS is een verblijftijd van 0,3 seconden bij 760 – 815 °C nodig. Voor CO is bij dezelfde temperaturen een verblijftijd van 0,4 seconden vereist.
- NOx
De NOx-emissies bedragen minder dan 100 mg/Nm³ bij een naverbander met aardgas als steunbrandstof en indien geen stikstofcomponenten aanwezig zijn in de afgassen [7].
- HCl, HF, SO2
Bij naverbranding van halogeen- en zwavelhoudende verbindingen wordt HCl, HF, SO2,… gevormd. Deze moeten nadien verwijderd worden via een nageschakelde behandeling voor zure gassen ( droge kalksorptie, halfdroge kalksorptie, basische wasser, natte kalkwassing).
- dioxines
Bij naverbranding van gehalogeneerde verbindingen moet ook rekening worden gehouden met mogelijke dioxinevorming. Dioxines (en andere gehalogeneerde verbindingen in de schouw) kunnen worden vermeden door te werken met hoge verbrandingstemperaturen (1000 – 1100 °C) en langere verblijftijden (minimum 1 seconde) zodat de bestaande dioxines vernietigd worden. De vorming van dioxines vanuit de verbrande gassen kunnen vermeden worden door de precursoren zoals stof, zware metalen vooraf te verwijderen en door de verblijftijd van het gas doorheen het temperatuurvenster van 400 °C naar 200 °C zo kort mogelijk te houden. Indien toch dioxinevorming optreedt moet deze via actieve koolsorptie worden verwijderd.
Energieverbruik
Er is steunbrandstof nodig om de verbranding autotherm te houden. Het energieverbruik is afhankelijk van het VOS-gehalte van de afgassen.
Bij de oxidatie van de organische componenten in de afgassen komt immers warmte vrij. Indien de concentratie aan VOS groot genoeg is, volstaat de vrijgestelde warmte op het proces op temperatuur te houden, zodat de naverbranding autotherm kan verlopen.
Kostprijs
- Investering
- Werkingskosten
- Personeelskosten: ca. 0,5 dagen per week
- Hulp & reststoffen: 24 000 tot 45 000 USD per jaar voor 1 000 Nm³/h [3]
- Energiekost: sterk afhankelijk van het KWS-gehalte van de afgassen (zie energieverbruik)
Voorbeelden
Gevalstudie hydrogeneren van eetbare oliën [6]
- Debiet 200 Nm³/h
- Investeringskost 85 000 EUR
Thermische naverbrander voor debieten tot 2000 Nm³/h [6]
- Investeringskost van 150 000 EUR
Voor- en nadelen
Voordelen
- Bewezen technologie voor koolwaterstoffen
- hoge efficiënties haalbaar tot een rendement van 99,9999 %
- goed bij hoge VOS-concentraties: > 20 % LEL
Nadelen
- Hoge variabele kosten voor brandstof bij lage VOS concentraties
- Niet goed geschikt voor sterk variabele debieten
- Vorming van corrosieve zure gassen bij verbranding van halogeen en zwavelhoudende componenten
- Niet kosteneffectief bij lage concentraties en hoge debieten.
- Regeneratieve en recuperatieve naverbranding zijn meestal beter geschikt vanwege de verminderde brandstofkosten door energierecuperatie
Toepassingen
Thermische naverbranding zonder energierecuperatie is in vergelijking met andere naverbrandingstechnieken vooral geschikt bij:
- Kleine afgasdebieten (< 860 m³/h)
- Hoge belastingen waarbij zelfontbranding kan optreden bij recuperatieve naverbranding
- Hoge afgastemperaturen zodat weinig bijstook vereist is
- Sterk met stof verontreinigde afgassen die bij katalytische naverbranding de katalysator of bij recuperatieve na- verbranding de installatie voor warmterecuperatie kunnen doen verstoppen.
Naverbranding met energierecuperatie verkiest echter de voorkeur indien bovenstaande problemen met de warmteterugwinning niet optreden.
Een toepassing voor injectie in een bestaande ketel is bij de indirecte droging van industriële slibs. Na condensatie en zure wassing van de droogdampen blijft nog een klein debiet zwaar geurbeladen niet condenseerbare gassen over. Deze gassen worden in de ketel geïnjecteerd samen met de verbrandingslucht. Het energetische gehalte van de afgassen wordt hierbij gerecupereerd voor de slibdroging.
Referenties
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, february 2002
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- EPA Air Pollution Technical factsheet: Thermal incinerator
- Donley, E en Lewandowsti, D: Optimised design and operating parameters for minimising emissions during VOS thermal destruction, presented at 88 the annual meeting of the Air & Waste management Association, San Antonio, Texas, 18 – 23 juni 1995
- Uberoi M. Choosing the right VOS Emission Control Technology, International Environmental technology articles, vol. 9 issue 5 september /oktober 1999
- Martin K measuring, monitoring and controlling emissions by Marin Key Megtec Systems AB
- VDI 2587 part 1: Emission control: heatset web offset presses, november 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock en R. Dijkmans., Beste Beschikbare Technieken voor de houtverwerkende nijverheid, oktober 2003
- L. Goovaerts, M. De Bonte, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de metaalbewerkende nijverheid, december 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de slachthuissector, juni 2003
- J. Van Deynze, P. Vercaemst, P. Van den Steen en R. Dijkmans., Beste Beschikbare Technieken voor verf-,lak-,vernis- en drukinktproductie, 1998