Synoniemen, afkortingen en/of procesnamen
- Regeneratieve naverbranding
- Thermoreactor
Verwijderde componenten
- VOS
- Geur
- Gehalogeneerde organische verbindingen
- CO
- (Organisch fijn stof)
Principeschema
Procesbeschrijving
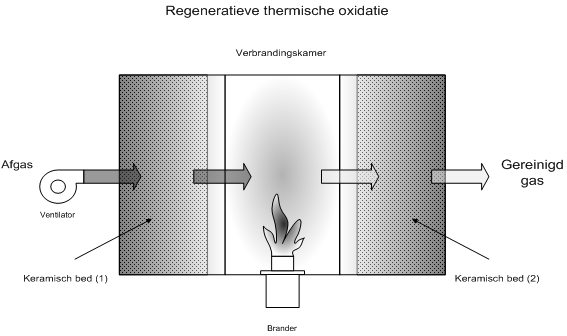
Regeneratieve naverbranding verschilt van een klassieke naverbranding zonder warmterecuperatie door het feit dat gewerkt wordt met 2 of 3 keramische bedden. Deze keramische bedden worden gebruikt om de warmte van de gereinigde afgassen op te slaan en nadien af te geven aan het te reinigen gas.
Bij een systeem met twee bedden wordt het te reinigen gas doorheen het eerste keramisch bed geleid, waar het de warmte absorbeert die in het bed is opgeslagen. Bij het verlaten van het keramisch bed, benadert het gas reeds de verbrandingstemperatuur of is de verbranding reeds gestart bij autothermiciteit.
In de verbrandingsruimte wordt het gas door middel van branders verder verhit zodat thermische oxidatie optreedt of loopt de verbranding verder indien er autothermiciteit is.
De hete gassen die de verbrandingsruimte verlaten, worden doorheen het twee keramisch bed geleid, waar zij een groot deel van hun warmte terug afgeven, zodat de temperatuur van het 2e bed stijgt. De afgekoelde gassen worden vervolgens afgevoerd. Na verloop van tijd, wanneer het 1e bed voldoende is afgekoeld en het 2e bed voldoende is opgewarmd, wordt de richting van de gasstroom omgekeerd. Het 2e bed zorgt dan voor de opwarming van de te reinigen gasstroom, en het 1e bed voor de afkoeling van de gezuiverde gassen. Bij de omschakeling van de gasstroom zal een piekemissie van polluenten optreden omdat de gassen die in het bed van de voorverwarming zitten nog niet verbrand zijn en naar de schouw worden gestuurd na de omschakeling.
Bij een systeem met drie bedden wordt een 1ste bed gebruikt voor de voorverwarming van de te reinigen gasstroom, een 2e bed voor de afkoeling van de gereinigde gassen, en het 3e bed wordt met een gedeelte van de verbrandingslucht uit het tweede bed gepurgeerd om de aanwezige VOS te verwijderen. Bij omschakeling wordt het gepurgeerde bed opgewarmd met de verbrandingsgassen, het opgewarmde bed wordt gebruikt om de gassen voor te verwarmen en het bed van de voorverwarming wordt gepurgeerd.
Om een volledige vernietiging van de polluenten te realiseren is een systeem met 3 bedden vereist of kan bij een tweebedsysteem een bijkomend buffervat voorzien worden dat de gassen bij de omschakeling buffert en vervolgens terug naar de actieve reactor leidt.
Met regeneratieve naverbranding kan een energierecuperatie van 85 – 98 % worden gerealiseerd. Zelfs rendementen van minstens 95 % worden gegarandeerd door leveranciers. De keramische bedden zijn geschikt voor temperaturen tot 1 100 °C zonder dat problemen optreden.
Het rendement van de warmterecuperatie kan tot 98 % oplopen. Hierdoor is autotherme verbranding mogelijk vanaf 1 - 2 g/m³ solvent [5,9]. Bij een warmterecuperatie tussen 90 en 95 % wordt een autotherme grensconcentratie van 1 – 3 g/m³ aangegeven [12].
Bij zeer hoge solventconcentraties wordt slechts een gedeelte van de hete gassen over het keramische bed geleid om oververhitting van het bed te vermijden. De hete gassen die niet over het bed gaan, komen in aanmerking voor warmterecuperatie voor procestoepassingen.
Varianten
Naast systemen met 2 of drie keramische vaste bedden (zie procesbeschrijving) zijn ook andere uitvoeringsvormen mogelijk. Twee voorbeelden zijn een keramische rotor en een bewegend bed.
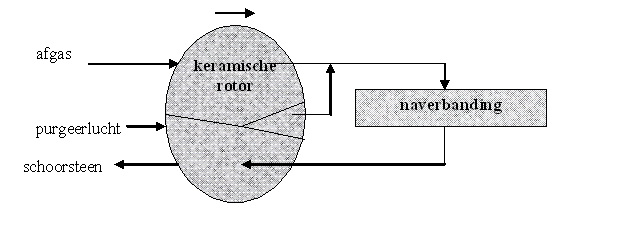
Keramische rotor
Bij een keramische rotor draait een cilindrisch bed rond zijn as (zie onderstaande figuur). Naarmate dat de rotor ronddraait wordt hij afwisselend opgewarmd en afgekoeld. Om te vermijden dat men, zoals bij een twee beddensysteem (zie beschijving), steeds een deel afgassen met de gezuiverde gassen naar de schoorsteen emitteert kan men een compartiment voorzien om met verse lucht te purgeren. Deze lucht gaat eveneens naar de naverbrander samen met de afgassen.
Energierecuperatie met bewegend bed
Bij een ‘moving bed’ recuperatie wordt het gas opwaarts doorheen een bed van keramische korrels gestuurd. De afgassen worden in het onderste gedeelte opgewarmd. Midden in het bed bevindt zich een open ruimte met een steunbrander om het gas tot ontbranding te brengen. De rookgassen gaan verder omhoog in het bed en verwarmen het bed boven de brander. Door korrels onderaan het bed te onttrekken en bovenaan terug in te brengen zakt het bed continu en krijgt men een continue opwarming en afkoeling van het bed.
Werkingsgraad
De werkingsgraad voor VOS-destructie is 95 – 99 %. Het rendement is lager dan bij klassieke naverbranding zonder energierecuperatie (zie techniekblad 30) omdat regeneratieve naverbranding toegepast wordt bij lagere VOS-concentraties. Bij deze lagere concentraties is de vernietigingsefficiëntie minder. Indien men slechts twee bedden heeft kan het rendement eveneens dalen.
De haalbare VOS-eindconcentratie is zoals bij klassieke naverbranding < 1 – 20 mg/Nm³.
CO en dioxines worden verwijderd met rendementen analoog (iets lager) aan naverbranding zonder energierecuperatie op voorwaarde dat de randvoorwaarden correct worden gekozen.
Randvoorwaarden
Regeneratieve naverbanding is vooral geschikt voor [4]:
- Grote debieten: > 8 500 Nm³/h
- Zeer geschikt voor lage VOS concentraties < 1 000 ppm
- Autothermiciteit wordt bereikt vanaf 1 – 2 g solvent/Nm³.
Opgelet moet worden met de aanwezigheid van condenseerbare stoffen (bv. vetten) en stof in de te reinigen gassen. Deze kunnen het keramisch bed verstoppen, waardoor de drukval over het bed verhoogt.
In normale omstandigheden moet de stofconcentraties kleiner zijn dan 3 mg/m³ zijn [5].
Indien gewerkt wordt met 3 of 4 bedden kan periodiek één bed uitgebrand worden door de temperatuur van het ganse bed te verhogen. De naverbranding kan gelijktijdig blijven doorwerken. Bij het uitbranden wordt organisch stof en kleverige aanslag afgebrand van de keramische korrels. Hierdoor kan de drukval van het bed terug verminderd worden. In dit geval is de aanwezigheid van stof iets minder kritisch. Het verhoogd echter sterk de investeringskosten.
Ideaal voor regeneratieve naverbranding is een continu productieregime. Indien het proces stil ligt, zullen de bedden afkoelen en is aardgas nodig om de bedden terug op temperatuur te brengen. Als indicatieve grens kan een werkregime van 2 ploegen per dag en 5 dagen per week vooropgesteld worden.
Naar veiligheid toe moet de koolwaterstofconcentratie van de afgassen onder de 25 % van de onderste explosiegrens (LEL) worden gehouden.
Hulpstoffen
Normaal geen hulpstoffen nodig. Het keramisch materiaal heeft een zeer lange levensduur.
Milieu-aspecten
Eindconcentraties zijn analoog als bij klassieke naverbranding zonder energierecuperatie
Specifiek voor thermisch regeneratief [5]
NOx < 50 mg/Nm³
CO < 50 mg/Nm³
VOS: < 20 mgC/Nm³
Specifiek voor thermisch regeneratief [8]
NOx < 20 mg/Nm³
CO < 20 mg/Nm³
VOS: 200 - < 20 mg/Nm³
Ook specifiek voor thermisch regeneratief [12]:
NOx; 20 – 50 mg/Nm³
CO < 100 mg/Nm³
VOS < 20 mg/Nm³
Energieverbruik
Het energieverbruik is veel lager dan bij klassieke thermische naverbranding zonder energierecuperatie en is afhankelijk van de solventbelading van de gassen. Autotherme verbranding is mogelijk vanaf 1 - 2 g/m³ solvent [5].
Indien de installatie niet continu in gebruik is, is eveneens energie nodig om de keramische bedden dagelijks of wekelijks op te warmen tot bedrijfstemperatuur. Dit geeft een extra energiekost.
Een belangrijke energieverbruiker is de ventilator. Vanwege de hoge drukval van het keramische bed zijn de ventilatorvermogens hoog. (Zie ook bij kostprijs; voorbeelden: keramische industrie)
Kostprijs
Investering
- 20 000 – 30 000 EUR voor 1 000 Nm³/h [2, 9]
- 24 000 – 89 000 USD voor 1 000 Nm³/h [2,4]
- 22 000 – 29 200 EUR voor 1 000 Nm³/h [2]
- 30 000 – 75 000 EUR voor 1000 m³/h bij debieten van 5 000 m³/h [6]
- 12 500 – 35 000 EUR voor 1000 m³/h bij debieten van 20 000 m³/h [6]
- 68 000 EUR voor 1000 m³/h bij debieten van 5 000 m³/h [12]
- 32 000 EUR voor 1000 m³/h bij debieten van 20 000 m³/h [12]
Werkingskosten
- Personeelskosten: ca. 2 dagen per jaar [1]
- Werkingskosten:
- Voorbeelden:
klik hier voor Voorbeelden van regeneratieve adsorptie gevolgd door naverbranding.
gevalstudie spuitcabine lijmen [6]
- 10 000 m³/h
- 1 270 mg C/Nm³
- 16 uur per dag werking
- investeringskost: 274 000 EUR excl. BTW
gevalstudie spuitcabine lijmen [6]
- 15 000 m³/h
- 2,2 – 3,0 g/Nm³ solvent
- 16 uur per dag werking
- investeringskost: 302 000 EUR excl. BTW
- elektrisch verbruik: 40 kW
- brandstofverbruik: 0 – 32 kW
gevalstudie spuitcabine lijmen [6]
- 25 000 m³/h
- 1,5 g/Nm³ solvent
- 16 uur per dag werking
- investeringskost: 342 000 EUR excl. BTW
- elektrisch verbruik: 46 kW
- brandstofverbruik: 114 kW
investering kleine naverbrander[6]
- 1 500 – 4 500 Nm³/h
- 0 – 2,8 g/Nm³ solvent
- investeringskost: 204 000 EUR excl. BTW
- brandstofverbruik: 0 – 122 kW
investering polyester plant [6]
- 5 000 Nm³/h
- rendement 99 %
- roterend keramisch bed
- investeringskost: 250 000 EUR excl. BTW
investering coating activiteiten [6]
- 15 000 Nm³/h
- rendement 99 %
- roterend keramisch bed
- investeringskost: 300 000 EUR excl. BTW
investering productie laminaten [6]
- 23 000 Nm³/h
- rendement 99 %
- roterend keramisch bed
- investeringskost: 350 000 EUR excl. BTW
investering keramische industrie [6]
- 19 000 Nm³/h
- rendement 95 -97 %
- tweekamersysteem
- investeringskost: 285 000 EUR excl. BTW
investering drukkerij sector [6]
- 15 000 Nm³/h
- rendement 95 -97 %
- tweekamersysteem
- investeringskost: 300 000 EUR excl. BTW
investering impregneerlijn [6]
- 24 000 Nm³/h
- rendement 99 %
- roterend keramisch bed
- investeringskost: 390 000 EUR excl. BTW
investering houtdroging [6]
- 33 000 Nm³/h
- rendement 99 %
- driekamersysteem
- investeringskost: 590 000 EUR excl. BTW
Behandeling van gassen in de keramische industrie [6]:
- de investeringskosten zijn in onderstaande tabel aangegeven.
- investeringskost voldoet best aan volgende exponentiële vergelijking:
|
installatie |
investeringskost (EUR) |
debiet Nm³/h |
investeringskost per 1000 Nm³/h |
|
1 |
655 259 |
64 235 |
10 201 |
|
2 |
693 354 |
73 300 |
9 459 |
|
3 |
565 356 |
73 300 |
7 713 |
|
4 |
418 986 |
25 920 |
16 165 |
|
5 |
499 714 |
37 530 |
13 315 |
|
6 |
499 714 |
37 970 |
13 161 |
|
7 |
529 169 |
39 688 |
13 333 |
|
8 |
565 356 |
48 445 |
11 670 |
- Elektriciteitskost: 1,5 – 2,25 kW/1 000Nm³/h. Lage waarde bij temperatuur na de naverbander van 170 °C en hoge waarde bij 260 °C.
- Perslucht rond 16 m³/h
- Onderhoud rond 5 % van investering
Investering voor coating van betontegels [7]
- Kostprijs voor behandelen van de afgassen van de coating en droogprocessen
- Jaarproductie van 90 000 ton gecoate tegels
- Investeringskost: ca. 750 000 EUR
Behandeling van gassen in de keramische industrie [10]:
- Afgassendebiet 30 000 Nm³/h
- VOS concentratie: 250 mgC/Nm³
- Investeringskost: ca. 550 000 EUR
- Jaarlijkse werkingskost: 100 000 EUR incl brandstof, elektriciteit, herstellingen en onderhoud
Voor- en nadelen
Voordelen
- Geen problemen van corrosie van de warmtewisselaar (zoals bij recuperatieve naverbranding) of vergiftiging van de katalysator door metalen of halogenen (zoals bij katalytische naverbranding).
- De gasstroom wordt bij doorgang door het bed gehomogeniseerd.
- Zeer doorgedreven energierecuperatie: 85 – 95 %
- Relatief lage werkingskosten
- Autotherme werking mogelijk bij lage VOS concentraties (vanaf 1- 2 g/m³ solvent [5])
- zeer lage restconcentraties mogelijk voor VOS, NOx en CO
Nadelen
- Hoge investeringskost
- De keramische bedden kunnen verstoppen met stof en gecondenseerde deeltjes.
- Bij discontinue werking moet het bed iedere keer opnieuw worden opgewarmd met steunbrandstof.
- Grote omvang en gewicht
- Veel onderhoud van de bewegende onderdelen
Toepassingen
Regeneratieve naverbranding wordt vooral toegepast bij:
- Hoge debieten;
- Lage concentraties aan VOS;
- Continue werking van de installatie.
- Geurverwijdering uit organisch laagbelaste gassen
Sectoren waarin regeneratieve naverbranding wordt toegepast zijn:
- Drukkerijen
- Productie van laminaten
- Lakkerijen
- Chemische industrie
- Geurreductie bij houtdroging
- Keramische industrie
- Mestverwerking
Referenties
- Factsheets luchtemissie beperkende technieken, www.infomil.nl, Infomil
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, February 2002
- EPA Air Pollution Technical fact sheet: Thermal incinerator
- EPA Air Pollution Technical fact sheet: Regenerative incinerator
- VDI 2587 part 1: Emission control: heatset web offset presses, November 2001
- leveranciersinfo
- A. Jacobs, J. Van Dessel en R. Dijkmans., Beste Beschikbare Technieken voor de Betoncentrales en de Betonproductenindustrie, februari 2001
- L. Goovaerts, Y. Vreys, P. Meulepas, P Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de gieterijen, Maart 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock en R. Dijkmans., Beste Beschikbare Technieken voor de houtverwerkende nijverheid, oktober 2003
- D. Huybrechts, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de kleiverwerkende nijverheid, 1999
- T Feyaerts, D. Huybrechts en R. Dijkmans., Beste Beschikbare Technieken voor mestverwerking editie 2, oktober 2002
- L. Goovaerts, M. De Bonte, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de metaalbewerkende nijverheid, december 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst en R. Dijkmans., Beste Beschikbare Technieken voor de slachthuissector, juni 2003