Synonyms, abbreviations and/or process names
- Gravity separator
- Gravitational separator
- Sedimentation chamber
- Fall chamber
Removed components
- Dust, particles, liquid droplets
Diagram
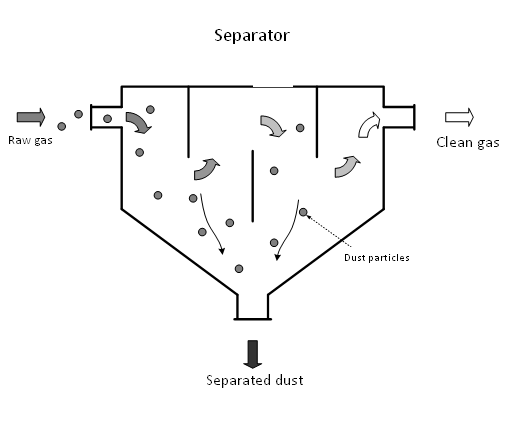
Process description
Working principle
The gravity separator is based on the principle that the supplied air stream is passed from the supply pipe into a space with a diameter considerably greater than the piping itself. The polluted air thus decreases in transfer speed and the solid or liquid particles in the stream are given the chance to sink from the carrier gas.
Design data
The critical particle diameter dp (theoretic separation diameter) is determined by using the following formula:
![]()
vh = horizontal flow speed (m/s);
H, L = respective height and length of sedimentation chamber (m);
g = gravitational acceleration (m/s2);
µ = viscosity of gas (kg/ms);
?p = specific density of the particulate (kg/m3).
In theory, all particles greater than dp will be separated.
Materials
In the presence of substances and liquids with a strong corrosive or erosive nature, separators must be made of a suitable material or be coated with an appropriate substance. Mechanical separators are available in various materials such as stainless steel, aluminium, nickel, polystyrene (PS), polyvinylchloride (PVC) and polyvinylidenefluoride (PVDF).
Variants
There are two variants: the counter-flow gravity separator and the cross-flow gravity separator.
Counter-flow gravity separator: The flow direction of the gas in the separator is vertical. Under the influence of gravity, particles sediment at a certain relative speed in a direction opposite to the flow direction.
Cross-flow gravity separator: The flow direction of the gas in the separator is horizontal. Under the influence of gravity, the particles sediment perpendicular to the flow direction.
Both are referred to as sedimentation chambers or fall chambers.
The impact filter is an example of an improved gravity separator, because it uses additional obstructions.
Impact filter: The gas flow is re-directed by implementing obstacles such as plates. Due to the lack of speed, the particles are no longer able to follow the flow, whereby they become separated.
Efficiency
A gravity separator has a low separation efficiency. For example, only 10% for 30 µm particles and up to 90% for 150 µm particles. Residual emissions are high and residual dust concentrations up to a few grams per m³ are common. The gas speed throughout the chamber varies from 0.5 to 2 m/s, although the best return is realised at 0.3 m/s or lower.
Boundary conditions
A major limiting factor for most mechanical separators is that to-be-separated substances should not lead to excessive pollution or cause obstructions.
The temperature of in-flowing air also sets a boundary condition for mechanical separators.
- Flow rate: 100 – 100 000 Nm3/h
- Temperature: 540 °C depending on construction material
- In-coming concentrations: No limitations
Auxiliary materials
No auxiliary materials required.
Environmental aspects
Recovered dust as residue or re-usable product.
Energy use
Only for ventilator.
Cost aspects
- Investment
- Low investment costs, mostly integrated into other flue gas purification systems.
- Operating costs
- Personnel costs: none
- Auxiliary and residual materials: Disposal costs for the separated dust are determined by the type of residue.
- Inert: ca. 75 EUR/ton
- Chemical: 150 – 250 EUR/ton
Advantages and disadvantages
Advantages
- Fairly suitable for separating large to medium-sized particles (> 15 µm)
- Simple construction
- No moving parts
- Low investment costs
- Simple operation
- Little maintenance
- Low pressure drop
- No energy use
- Can be used for applications in extreme situations; low and high temperatures, for example.
Disadvantages
- Low separation yield
- Unsuitable for separating smaller particles.
Applications
Due to its relatively low yield and relatively high residual emissions, a gravity separator is most commonly used as a pre-separator to remove the large particles before another dust abatement installation, such as a scrubber or fabric filter, is implemented.
Gravitational separators are also used as bulk heads to prevent ignited particles, or foreign material capable of causing sparks, from causing fires in connected systems.
Is primarily used as a pre-separator in various dust filtration systems:
- wood and furniture industry;
- the building sector;
- brick ovens;
- glass industry;
- the transport sector for storage and transfer;
- ferrous and non-ferrous industry: removal of particles to protect connected systems.
Application is often limited to particles greater than 100 µm. Due to stricter emission limit values, there is currently little use for sedimentation chambers.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- Common waste water and waste gas treatment and management systems in the chemical sector. BREF document, European IPPC Bureau, http://eippcb.jrc.es
- Elslander H., De Fré R., Geuzens P., Wevers M. (1993). Comparative evaluation of possible gas purification systems for the combustion of household waste. In: Energie & Milieu, 9
- Work-book on environmental measures: Metal and electro-technical industry (1998 ). VNG publishers
- VDI 3676, Massenkraftabscheider, October 1999
- Supplier information