Synonyms, abbreviations and/or process names
- Recuperative afterburning
Removed components
- VOC
- Odour
- Halogenated organic compounds
- CO
- (Fine organic particles)
Diagram
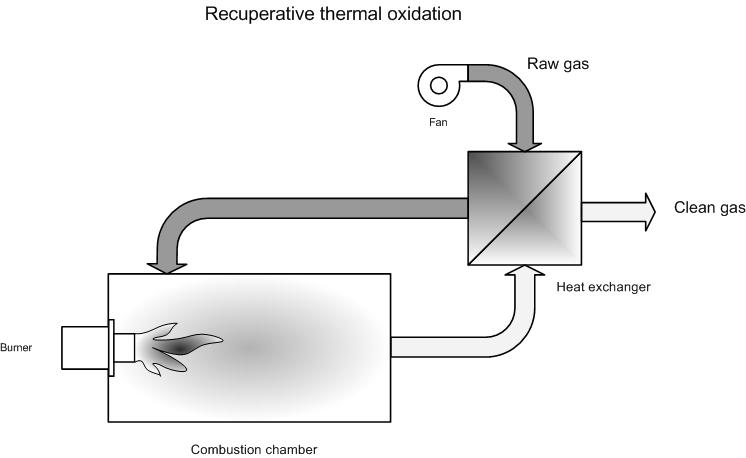
Process description
The difference compared to thermal afterburning without heat recuperation is the use of a heat exchanger. In this heat exchanger the to-be-treated air is heated using heat from combustion gases. Recuperative heat recuperation has a thermal yield of 50 – 80%. For a thermal yield of 75%, autothermic combustion is normally possible from 4 - 6 g/m³ of solvent [5]. For a thermal yield between 50 and 70 %, the autothermic point is 8 - 12 g/m³[8].
Experience with these systems has shown that welding joints fail on the hot side of the heat exchanger and must be periodically repaired. This results in high maintenance costs. Therefore, companies who use this system sometimes switch to a thermal regenerative system - which has lower maintenance and fuel costs.
Variants
- Injection into an existing boiler
See technique sheet 30
- Type of heat exchanger
The heat exchanger can be implemented as a plate heat exchanger or a pipe heat exchanger. Plate heat exchangers have a high yield and are cheaper than pipe heat exchangers. Plate heat exchangers can be constructed in modules so that the required efficiency can be easily adjusted, via the number of plates used.
For temperatures above 540 °C, pipe heat exchangers are cheaper than plate heat exchangers. Pipe heat exchangers are also more structurally-reliable than plate heat exchangers [3].
Efficiency
The efficiency is similar to that of thermal afterburning without energy recuperation.
Boundary conditions
- The technique is primarily suited to gas flow rates up to 50 000 m³/h.
- In the interest of safety, the hydrocarbon concentration in the flue gas mix must be kept below 25% of the lowest explosion limit (LEL).
- Polluted gases (fats, dust…) may foul heat exchangers, which may lead to a drop in yield and eventual blockage. A good design is required.
- Dust concentrations should be less than 3 mg/m³. In specific applications for burning organic matter, this can higher [5].
- For corrosive gases, one should pay attention to condensation and corrosion in the heat exchanger.
Auxiliary materials
No auxiliary materials
Environmental aspects
Same as classic afterburning without energy recuperation.
Specifics for thermal recuperations [5]:
- NOx: < 100 mg/Nm³
- CO: < 100 mg/Nm³
- VOC: < 10 mg/Nm³
Specifics for thermal recuperations [6,8]:
- NOx: 40 -200 mg/Nm³
- CO: < 200 mg/Nm³
- VOC: < 20 mg/Nm³
Energy use
Determined by the hydrocarbon concentration of flue gases. Autothermic combustion is possible from 4 – 6 g/m³ of solvent [5].
According to BAT [7] the autothermic point lies between 6 – 10 g/m³ solvent for a heat exchanger yield of 50 – 70%.
The amount of support fuel required is much lower than for thermal afterburning without energy recuperation.
Cost aspects
Investment
- 10,000 -50,000 EUR for 1 000 Nm³/h [2]
- 8 900 -77 000 USD for 1 000 Nm³/h [3]
- 30 000 – 75 000 EUR for 1000 m³/h for flow rates of 5 000 m³/h [6]
- 12 500 -35 000 EUR for 1000 m³/h for flow rates of 20 000 m³/h [6]
- 10 000 -50 000 EUR for 1000 Nm³/h [7]
- Cost in function of recuperation and flow rate [8]
|
|
for 5 000 m³/h |
for 20 000 m³/h |
|
30 % heat recuperation |
36 EUR/m³/h |
16 EUR/m³/h |
|
65 % heat recuperation |
45 EUR/m³/h |
18 EUR/m³/h |
Operating costs
- Operating costs: 2 800 to 14 800 USD per year for 1 000 Nm³/h [3]
Case studies
Case study CO removal in foundries [6]
- Carbon monoxide (CO) from cold wind cupolas can be after-burnt with energy recuperation to improve thermal yield
- From melting capacities of 10 ton/hour
- Reduction in coke use of 10 – 20%
- Investment costs: 500 000 EUR for thermal afterburner + heat exchanger
- Operating cost: 5-10 % of investment
Advantages and disadvantages
Advantages
- The operating costs for fuel will decrease sharply by implementing heat recuperation.
- Robust technique with a high yield
Disadvantages
- The heat exchanger may cause fouling at high temperatures
- The side of the heat exchanger requires a lot of maintenance due to corrosion and mechanical stress from high temperatures
- Risk of spontaneous combustion for very high VOC concentrations, if gases in the heat exchanger rise above the spontaneous combustion temperature.
Applications
Recuperative thermal afterburning can be used for:
- Flow rates less than 50 000 m³
- Higher hydrocarbon concentrations to limit fuel costs, but not too high due to the risk of spontaneous combustion
- Discontinuous operation of production
Recuperative afterburning is used in the production of expanded foams, whereby flue gases become heavily-laden with VOC’s.
For the application of glues and covering layers, a combination of regenerative adsorption followed by recuperative thermal afterburning, is implemented for low solvent concentrations, high flow rates and discontinuous production.
If production is continuous, regenerative thermal afterburning is often used because it has a higher thermal yield and lower maintenance and energy costs.
References
- Factsheets on Air-emission reduction techniques, www.infomil.nl, Infomil
- BREF: "Common waste water and waste gas treatment /management systems in the chemical sector" EIPPC, February 2002
- EPA Air Pollution Technical factsheet: incinerator: recuperative type
- EPA Air Pollution Technical factsheet: Thermal incinerator
- VDI 2587 part 1: Emission control: heatset web offset presses, November 2001
- L. Goovaerts, Y. Vreys, P. Meulepas, P Vercaemst and R. Dijkmans., Best Available Techniques for foundries, March 2001
- A. Jacobs, B. Gielen, I. Van Tomme, Ch. De Roock and R. Dijkmans., Best Available Techniques for the wood processing industry, October 2003
- L. Goovaerts, M. De Bonte, P. Vercaemst and R. Dijkmans., Best Available Techniques for the metal processing industry, December 2003
- A. Derden, J. Schrijvers, M. Suijkerbuijk, A. Van de Meulebroecke1, P. Vercaemst and R. Dijkmans., Best Available Techniques for the slaughterhouse sector, June 2003