Method diagram
Method and installation description
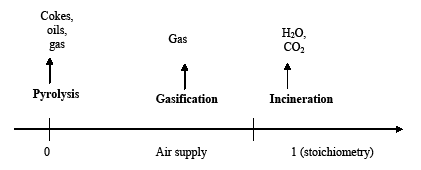
Within water purification, pyrolysis is used as a treatment technique for processing drained sludge, and not for aqueous flows. It is a thermal process which degrades organic material without the use of oxygen. Thus this technique is different from incineration, where oxygen is used. This is highlighted in the accompanying diagram. Gasification is an approach that lies between the fore mentioned approaches:
During the pyrolysis process, volatile substances are released at working temperatures between 150 and 900°C. The gases that can be released can serve as fuel for maintaining the pyrolysis process without needing to use a large amount of extra energy.
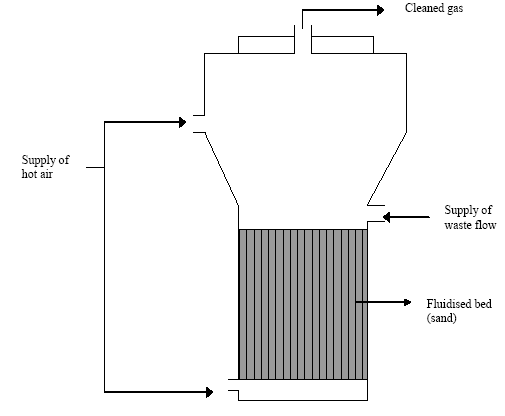
Pyrolysis can be implemented in a reactor or incinerator. In a fluidised bed reactor, for example, waste flows are separated in 2 steps because of different oxygen concentrations in the 2 zones within the reactor. The 'bed section’ consists of a sand mass where drying, pyrolysis and gasification take place. This section works under low oxygen conditions to convert organic particles in the waste into gas.
In the ‘free section’ of the reactor, a secondary addition of air results in further burning. This section is dimensioned so that at least 2 seconds is guaranteed for gas retention period at a temperature of 825 °C or higher. The energy from the flue gas can be recuperated in a heat recuperation unit. The flue gas is cleaned using an injection of reactive hydrated lime, possibly in combination with active carbon, for the immobilisation of heavy metals and dioxins. The reaction products and particles are then filtered using a high-efficiency ceramic fibre filter. The cleaned gas is then blown into the atmosphere.
Other types of reactors and pyrolysis techniques include:
- vacuum pyrolysis;
- fast pyrolysis;
- flash pyrolysis;
- ablative pyrolysis;
- bubbling fluidised bed reactor;
- rotating cone reactor;
- rotating fluidised bed reactor;
Specific advantages and disadvantages
The advantages include the fact that toxic components and pathogens are degraded by the use of high temperatures. There is also a reduction in water volume due to the high operating temperature. By using the produced gases as fuel one is able to limit the supply of external fuel.
The pyrolysis process is complex and requires high operational and investment costs. Further, an air purification installation is necessary in order to further treat flue gases from the pyrolysis. Produced ashes contain a high heavy metal content, depending on the concentrations in the to-be-processed flow. These ashes are regarded as dangerous waste and must also be disposed of.
Application
Pyrolysis can be used for waste flows with a high caloric value and high concentrations, as well as flows where processing becomes too complex due to the presence of mixes. The technique can also be used to convert waste materials into useful process flows.
Here are some examples of applications:
- Reducing sludge quantity after physico-chemical water purification;
- Degrading complex oil-based flows;
- Processing bio-mass for the production of bio oil.
Boundary conditions
The technique’s level of efficiency is mainly determined by the composition of the waste flow and the extent to which the organic fraction can be degraded and converted into gas form. This has an impact on temperature, pressure and other settings on the used reactor.
In principle, the technique is suitable for treating a broad spectrum of organic waste materials:
- Vegetable waste;
- Wooden waste;
- Sludge;
- Waste oil;
- Polluted soil;
- Synthetic waste.
Effectiveness
The effectiveness is greatly determined by the to-be-processed waste composition and the accompanying temperature, pressure and other settings. The COD and TOC levels in the incoming water fraction, and measured in flue gases, can be reduced by up to 80% at an incineration temperature of 1000°C, and up to 99% at an incineration temperature of 1220°C with a gas retention period of 4.5 s. Components like nitrogen, sulphur and chlorides are likely to be found in gases while heavy metals are concentrated in the ashes.
Support products
No support products are normally used.
Environmental issues
Gases, liquids and ashes are released that could potentially harm the environment. There is a need for back-up fuel, possibly produced during the pyrolysis.
Costs
The following costs have been calculated for a pyrolysis installation, used to convert dried sludge from a sewage water purification plant into bio oil, with a capacity of 2 t/h:
- Investment costs installation: € 1 000 000
- Investment costs accompanying fume gas purifier: € 250 000
- Investment costs infrastructure: € 200 000
- Operational costs per year (operational 7000 h/year): € 961 000
The operational costs should be reduced by profits from the sale of produced heat, energy and bio-oils. In the example (in 2005) this amounts to, assuming that intake of bio-mass is paid for, €1.8 M assuming that intake of the bio-mass is paid for by the company that disposes of the bio-mass.
Comments
Suppliers of pyrolysis systems are spread all across the globe. Here are a few examples:
- Envirotec (Germany)
- Arena-net: Minos (Belgium)
- BIC Group (Belgium)
- Bilfinger Berger Entsorgung GmbH (Germany)
- Ener-G (Great Britain)
Complexity
The process is very complex. Due to the high temperatures, the polymers in the various smaller molecules are split.
Level of automation
No data is available about automation.
References
- Chiang et al., Journal of Air and Waste Management Association, 50, 73, 2000
- Khiari B. et al., Desalination 167, 39 – 47, 2004
- Koch et al., Science and Techn. Bd., 46, 1996
- Marias F. et al., AIChe. J., 47 (6), 1438 – 1460, 2001
- Otero M. et al., Biomass Bioenergy, 22, 319 – 329, 2002
- PyNe - The Biomass Pyrolysis Network , www.pyne.co.uk
- Siemons, R.V., Pyrolysis end report in Groningen, xxxx
- Thomé-Kozmiensky K. J., Pyrolyse von äbfallen, 1985
- VITO, pyrolysis technical file AFSS
- VITO-SCT, revision of technical files WASS, 2009
Version February 2010