Method diagram
Method and installation description
Membrane distillation (MD) is a separation process where a micro-porous hydrophobic membrane separates two aqueous solutions at different temperatures. The hydrophobicity of the membrane prevents mass transfer of the liquid, whereby a gas-liquid interface is created. The temperature gradient on the membrane results in a vapour pressure difference, whereby volatile components in the supply mix evaporate through the pores (10 nm – 1 µm) and, via diffusion and/or convection of the compartment with high vapour pressure, are transported to the compartment with low vapour pressure where they are condensated in the cold liquid/vapour phase. For supply solutions that only contain non-volatile substances, such as salts, water vapour will be transported through the membrane whereby demineralised water is obtained on the distillation-side and a further concentrated salt flow on the supply-side.
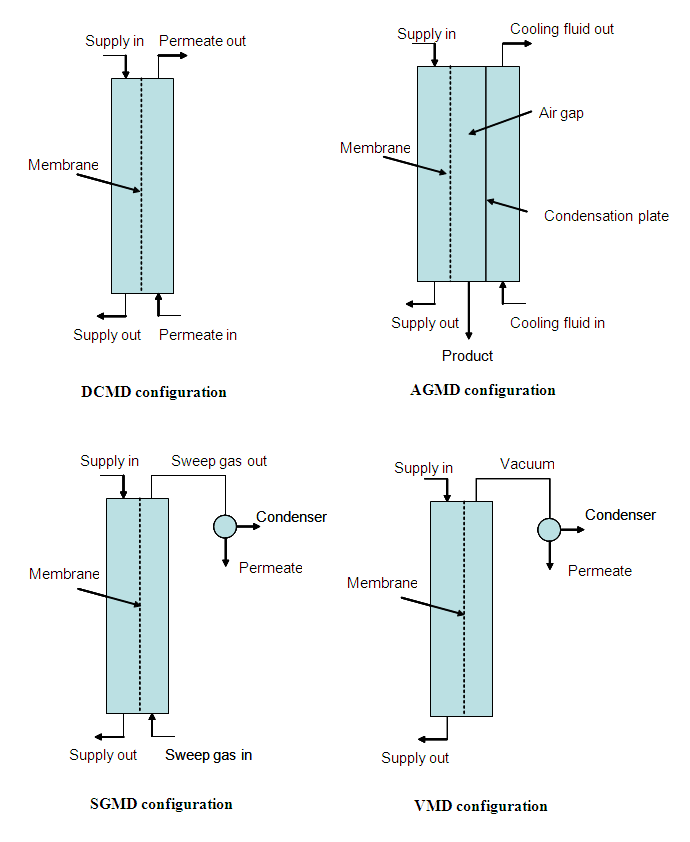
The manner in which the vapour pressure difference is generated across the membrane is determined by the specific module configuration. In the most commonly used configuration, direct contact membrane distillation (DCMD), the permeate-side consists of a condensation liquid (often clean water) that is in direct contact with the membrane. Alternatively, the evaporated solvent can be collected on a condensation surface that can be separated from the membrane via an air gap (AGMD) or a vacuum (VMD), or can be discharged via a cold, inert sweep gas (SGMD). In the latter two cases, condensation of vapour molecules takes place outside the membrane module. Theoretically, the type of driving force, together with the water-repelling nature of the membrane, permits full retention of non-volatile components, such as ions, macro-molecules and colloidal particles.
Specific advantages and disadvantages
Advantages:
The potential advantages of MD, in comparison with conventional separation processes, are found primarily in the lower working temperature and pressure, and thus the lower energy costs and less stringent mechanical properties. In contrast to distillation and RO, supply solutions can be separated at a temperature well below the boiling point and under atmospheric pressure. Typical supply temperatures around 30-60°C permit re-use of residual heat flows, and the use of alternative energy sources such as sun, wind and geothermics.
In addition, in comparison with RO, MD is less susceptible to flux limitations caused by concentration polarisation, whereby a higher concentration of matter is obtained on the supply-side. Theoretically, MD offers 100% retention for non-volatile dissolved substances, whereby there is no limit on the supply concentration.
In comparison with traditional distillation, MD possesses typical basic advantages of membrane separation, namely simple up-scaling, simple operations, possibility for high membrane surface/volume ratios, possibility to treat flows with heat-sensitive components and/or a high suspended particle-content at atmospheric pressure and a temperature below the boiling point of the supply.
Disadvantages:
The main factors that determine the feasibility of MD as an industrial separation technique, and thus still form barriers for commercial implementation, are the relatively low permeate flux in comparison with pressure-based membrane processes, flux reductions caused by concentration polarisation, membrane pollution, water loss due to conduction through the polymeric membrane and/or pore wetting, the high cost of MD modules and the high thermal energy consumption, for which the economic costs are determined by the MD configuration and the specific application.
Application
MD can be used for the production of distilled water and for concentrating aqueous solutions. De-salting sea water and the production of clean water from brackish water are the most common MD applications because non-volatile ionic particles are almost completely retained.
Further, MD offers potential for water purification in the pharmaceutical, chemical and textile industries, for the concentration of fruit juices and milk processing, in bio-medical applications like the removal of water from blood, in separating azeotropic aqueous mixes (alcohol-water), in the concentration of cooling liquids (glycols), non-volatile acids and oil-in-water emulsions and applications where high temperature processing causes thermal degradation of the process flow. With the discharge of less harmful waste flows in mind, MD offers greater potential in the textile industry where wastewater is contaminated with dyes.
Boundary conditions
No specific boundary conditions.
Effectiveness
MD can be used for the separation/concentration of non-volatile components, like ions, acids, colloids and macro-molecules from aqueous flows, for the removal of traces of volatile organic compounds VOCs), like benzene, chloroform and tri-chloroethylene from water, and for the extraction of other organic components like alcohols from diluted aqueous solutions.
Support products
In order to guarantee a consistent flux, the temperature gradient between both phases must be kept continuous. By internally recuperating the condensation heat or by re-using residual heat released elsewhere, one can greatly improve the energy efficiency of MD.
In contrast with pressure-based membrane processes, MD does not, in principle, require additives like acids or antiscalants, because the membranes are a lot less sensitive to concentration polarisation or membrane pollution. Thus, MD does not require the supply mix to be subjected to a specific pre-treatment.
Environmental issues
Because MD, in contrast with conventional separation processes like distillation and RO, is carried out at a lower working temperature and pressure, energy costs are significantly lower. By using residual heat or alternative energy sources (sun, wind, geothermics), the energy efficiency of an MD plant can be increased significantly.
Costs
Due to the use of very low pressures, which are associated with a low-cost installation (thinner piping, etc.) and fewer operational problems, investment and maintenance costs for MD are considerably lower than those of pressure-driven membrane processes like ultra-filtration and RO. If one assumes that MD technology is fully developed, the total production cost of a hypothetical DCMD de-salting plant with 30% internal heat recuperation for the production of clean water at 3800 m³/h can be estimated at 0.55 €/m³, which is clearly lower than the cost of an RO installation with the same capacity (0.89 €/m³).
The expected cost for drinking water production in a large-scale MD de-salting plant can currently be estimated at 0.43 – 0.70 €/m³ (0.27 – 0.36 €/m³ when using residual heat), whereby further cost reductions in line with expectations. The cost efficiency of MD is greatly determined by the use of residual heat flows and/or alternative energy sources.
Comments
Despite the broad potential for application and the favourable cost estimate, MD is not yet generally accepted as a separation technique and is still not being implemented within industry on a large scale. Although MD has been renowned since the ‘60s and has been regarded as a very promising separation technique ever since, all claimed benefits have yet to be shown in the lab when compared against conventional processes, let alone at pilot or industrial level. The most recent developments tend to indicate an industrial breakthrough of MD for low-cost and sustainable de-salting of sea water.
Complexity
Due to the use of considerably lower working pressures and temperatures, MD is a lot less complex and much cheaper in terms of construction and installation.
Level of automation
Fully automated, similar to other membrane processes.
References
- El-Bourawi M.S. et al., A framework for better understanding membrane distillation separation process, J. Membr. Sci. 285, 4-29, 2006
- VITO-SCT, revision of technical files WASS, 2009
Version February 2010