Method diagram
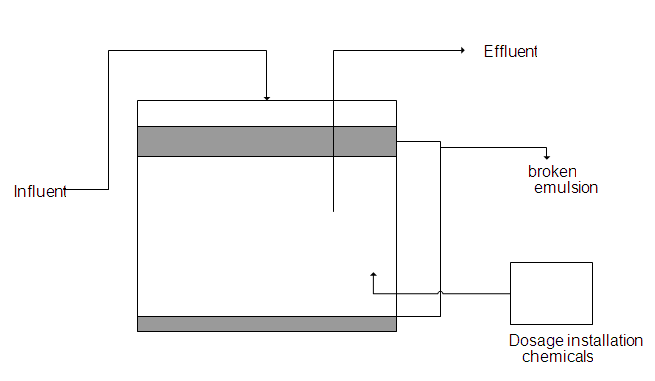
Method and installation description
There are 2 types of emulsions that are encountered within industry. Water-in-oil emulsions and oil-in-water emulsions. The most common emulsion is the oil-in-water emulsion. This emulsion is a mix of very finely dispersed oil or fat droplets in water. Despite the fact that oil and water will stay apart under normal conditions, an emulsion may still be formed. It is impossible to realise oil or fat separation without an effective system for breaking the emulsion. The emulsions are stabilised by the presence of various types of chemical substances that have a specific effect on the solubility – they are called emulsifiers. Typical examples of oil-in-water emulsions are milk, drilling and cutting oils, etc.
An emulsion can be broken in various ways depending on the type of oil or fat and the various emulsifiers present in the emulsion. Purification techniques include:
- Heating and then cooling the wastewater;
- Applying an electrical current to the wastewater;
- Dosing chemicals that bond with the emulsifier, whereby the oil particles are no longer in emulsion;
- Oxidising present components (like the emulsifier);
- Sharply reducing pH in the wastewater, whereby the surface load of emulsified particles is reduced;
- Dosing chemicals that neutralise the surface load of emulsified particles.
Once the emulsion has been broken, the various components can be separated using, for example, flotation, filtration, coalescence, centrifuging.
Specific advantages and disadvantages
Very high efficiency can be realised if emulsion breakers are used correctly. A disadvantage is the large quantities of support products that are often needed for effective emulsion breaking, which makes the technique relatively expensive. In practice, it has been demonstrated that emulsions vary greatly and must be broken in different ways: specific chemicals, doses, pH and temperature work areas, etc. Thus it is recommended to regularly carry out optimisation research for emulsions in wastewater.
Application
Emulsions are encountered in many wastewater flows, often without the company being aware of them. A few specific examples of oils that cause emulsions are the drilling and cutting oils used in metal processing (steel industry, metal industry and automobile industry). Emulsions are often encountered in wastewater in the foodstuffs industry, including in the production of sauces and margarines, in the dairy industry, etc. Emulsions are also frequently encountered in the chemical and petrochemical industries. An example is quenching (cooling with water) naphta gas in steam crackers. Emulsions are also formed in wastewater during de-salting of crude oil in refineries.
Boundary conditions
Each emulsion is stabilised by its own specific components that ensure the oil does not leave the solution. These emulsifiers vary greatly and are specific to the type of oil or fat in the emulsion. This means that, for each emulsion, research must be carried out to determine which of the above mentioned possibilities offers the best solution for breaking the emulsion.
Other factors also play a role when selecting a purification technique. Thus, if enough residual heat is available in the company, one is more likely to choose thermal emulsion breaking (if processes permit this). The choice of emulsion breaking must also take into account additional post-treatments (e.g. aerobic biological purification).
It is important to first investigate which technique offers the best solution for breaking the emulsion. An analysis of the wastewater for types of oil and other substances helps to identify the emulsion’s emulsifiers. This will allow the problem to be resolved more effectively. Lab tests can then evaluate the feasibility.
Effectiveness
The emulsion can be fully unbound and an efficiency of almost 100% can be realised if the correct method is used to break the emulsion. In a follow-up step, very high efficiency can then be realised for the removal of oil or fat particles from the wastewater (normally via flotation, also see technical file W33).
Support products
The primary support products are chemicals (acids, bases, oxidators, specific polymers). Depending on the selected method, electricity or heat can also be used.
Environmental issues
The treatment itself does not create residual materials. Once the emulsion has been broken, the oil and/or fat particles will be removed via a follow-up step and sludge will be formed. The dosed chemicals are removed together with the layer of oil.
Costs
The costs associated with breaking emulsions are greatly determined by the required quantity of chemicals and the cost price of these chemicals (the dosage level and the cost price per kilogram). Dosage is determined by the quantity of emulsified matter and normally lies between 0.5 to 1000 grams per cubic meter of water.
Comments
A great deal is known about the theoretical workings of emulsion breakers. Science continues to find new methods of breaking emulsions or other ways of implementing them. However, in a rather large number of cases, the practical situation does not reflect the theory. Thus lab research and/or pilot research is always recommended.
Complexity
Emulsion breaking is a fairly complex process due to the different properties of emulsifiers in the emulsions. The choice of process conditions and an accurate process follow-up are critical to guaranteeing effectiveness (effluent quality).
Level of automation
Automation is not straight-forward in emulsion breaking. If oil is not, or is barely conductive, then the emulsion can be determined by measuring conductivity. The dosage of emulsion breakers can be started as of a particular conductivity in the wastewater. Often emulsions are also turbid, whereby a turbidity measurement can also be used for automation.
References
- Manual of Effluent Process Technology, Environmental & Process Engineering Department, AEA Technology, Harwell (GB), 1991
- VITO-SCT, revision of technical files WASS, 2009
Version February 2010