Method diagram
Method and installation description
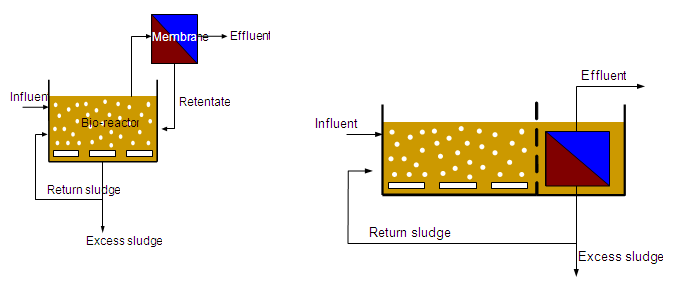
A membrane bioreactor connects membrane filtration to a biological active sludge system. The membranes thus replace the sedimentation basin in classic biological purification and help to separate the sludge from the effluent. This helps to ensure that all floating matter is retained, whereby sedimentation is no longer a restrictive factor for sludge concentration. A membrane reactor is thus able to process significantly higher sludge concentrations (10 to 20 g/l) and lower reactor volumes, compared to conventional systems.
The membrane can either be placed next to the biological basin (= external or separate system), or in the basin (= internal or submerged). External systems involve continuous cross-flow circulation along the membranes. Both tubular and flat plate membranes are used to realise this. An internal system involves the effluent being extracted from the active sludge using under-pressure. This normally involves the use of hollow fibres or flat plate membranes.
Micro and ultra filtration membranes are used for both types of MBR.
Specific advantages and disadvantages
|
Advantages |
Disadvantages |
|
Compact |
Aeration limitations |
|
High effluent quality |
Stress on sludge in external MBR |
|
High volumetric load possible |
Membrane pollution |
|
High rate of degradation |
Cost price |
|
Possible to convert from existing conventional active sludge purification |
|
Membrane separation offers the most significant benefits when compared to conventional active sludge systems:
- Higher sludge concentrations between 10 and 20 g/l can be treated, which means the system is more compact and a higher rate of degradation is realised, partly due to the optimisation of the sludge retention time.
- A very good effluent quality is achieved, in terms of suspended matter content, (pathogenic) bacteria and COD. Effluent quality is often so good that:
- Discharge is possible in vulnerable areas;
- Levy costs are reduced;
- Direct use as process water is possible in various applications;
- Direct post-purification is possible via reverse osmosis or nanofiltration, for example, for the removal of salts or recalcitrant organic compounds.
The oxygen demand of the biomass is very high due to high sludge concentrations and the rate of degradation. On the other hand, the thick sludge mass (high viscosity) complicates the oxygen transfer. Modern aeration systems with efficient oxygen transfer are recommended.
The sedimentation capacity of the sludge is also no longer a factor, though the aim should be to realise a healthy sludge structure. A shortage of nutrients or oxygen, an over or under-loading of the sludge and a high shear stress on the sludge can cause the sludge flake to disintegrate, thread-formers to appear and slime materials to be released (EPS). This then results in faster membrane pollution and decreasing fluxes [1].
Application
Membrane reactors are used throughout the world, for industrial as well as municipal wastewaters. A list of references for municipal installations can be found at www.waterforum.net.
For industrial wastewater, there are various full-scale applications in a variety of industrial sectors, such as foods, (petro) chemicals, pharmacy, electronics, laundries, paper, textile, agriculture, abattoirs, percolate waters from disposal sites and hospitals. Other sectors where MBR may be implemented include: Processing of finished oil, sludge from wastewater purification, car body repair and car body companies, car and truck wash, the graphics industry, tank and barrel cleaning, paint, glaze, varnish and printing ink production, foundries, metal processing and refineries.
Boundary conditions
Membrane bioreactors can be used for biologically degradable wastewater flows. Specific toxic partial flows from, for example, the chemical industry are not suitable unless sufficiently diluted with other process effluents.
The quality of the MBR permeate is greatly determined by the quality of the influent. Disruptive substances (e.g. long fibres or sharp particles) that can block or damage the membrane must be removed before wastewater is added to the MBR. Undissolved matter can normally be sufficiently removed using a simple sieve (gauze width 0.5 - 2 mm). Dissolved substances, primarily high calcium contents and aluminium salts, can also cause damage to the membranes.
The typical process characteristics for an MBR are:
|
Process parameter |
Typical value |
Comment |
|
Sludge concentration |
10 - 20 g MLSS[2]/l
|
Sometimes up to 30 g/l |
|
Sludge load |
0.05 – 0.25 g CZV/gMLSS.d |
Comparable with conventional active sludge systems |
|
Sludge age |
30 - 90 days |
Sludge load |
|
Temperature |
5 - 25 °C |
Thermophilic applications also known |
|
flux internal MBR |
10 - 20 l/m².h |
|
|
flux external MBR |
30 -40 l/m².h |
|
Effectiveness
In the same way as conventional active sludge systems, the MBR technology aims to remove organic compounds (COD and BOD), suspended matter, nutrients (nitrogen and phosphorous) and bio-accumulative or bio-degradable micro pollutants.
The biological conversion processes are the same as those described for active sludge systems for COD removal, nitrifying active sludge and nitrifying/denitrifying active sludge.
The presence of membranes ensures complete retention of the biology and for complete removal of the suspended matter.
Because bacteria are kept longer in the reactor, the likelihood is greater that difficult to degrade or larger components are degraded. Compared to a conventional system, the removal of suspended matter almost always results in a low COD value in the effluent. The absolute COD value is determined by the quality of the influent.
Support aids
Industrial wastewaters can lack the nutrients required for optimum purification (N, P, micro-nutrients). This can be corrected by adding these components to the influent or the biology.
In addition to air cleansing, frequent relaxation, hydraulic forward or back flushes and chemical cleansing is also needed. NaOCl or H2O2 is primarily used for the removal of organic pollutants. If there is a risk of inorganic pollution, acidic cleansing (with HCI) is also implemented.
Environmental issues
Excess sludge that is produced as a by-product must be removed from the system on a regular basis. Further, cleaning fluids also need to be disposed of. AOX could form if cleaning is carried out using NaOCl.
Costs
Various studies have provided information about the investment and operation costs for large municipal purification systems. Costs for industrial systems are greatly determined by the type of wastewater (quantity and dirt load).
Case 1: For a large municipal station of 50.000 i.e., which is consistent with approximately 10.000 m³/d or 400 m³/h, the investment cost is estimated at €16 million or €1.800 /m³/d. Operating costs will amount to approximately 0.3 €/m³, including energy consumption and chemical use, membrane cleansing, sludge disposal and maintenance.
Case 2: An industrial installation in the chemicals sector for 2.000 m³/d and a COD of 3.000 mg/l. However, these costs are greatly determined by the complexity of the system, the selected materials, the current price of raw materials, ... Operating costs are thus greatly determined by the cleansing level of the membranes and will be between 0.2 and 0.5 €/m³.
Comments
Pure oxygen (O2) can be used to introduce sufficient oxygen into the MBR. This will probably result in fewer problems with foam and odour-forming.
Complexity
The MBR combines a biological wastewater purification system with a physical process, which increases the complexity. Both steps require specific attention to process execution and optimisation of control parameters.
Level of automation
Full-scale MBR systems are normally thoroughly automated. However, close follow-up is needed to allow the process to run correctly.
References
- Andersen, M., Kristensen, G.H., Brynjolf, M. & Grüttner, H. 2002. Pilot-scale testing membrane bioreactor for wastewater reclamation in industrial laundry. Water Science and Technology 46 (4-5): 67-76
- Appelman J., Darren L., Energy-efficient membranes: an important link in reuse, Water symposium 2001, Syllabus54, Corrosion Technology Centre, Bilthoven, Netherlands
- EIPPCB, Reference Document on BAT in Common Waste Water and Waste Gas Treatment / Management Systems in the Chemical Sector, draft February 2009 (revision upon release)
- Judd S., The MBR book (2006). Elsevier
- Krause St., Cornel P., Membranbelebungsverfahren zur Behandleung industrieller Abwässer, Filtrieren und Separieren, Jahrgang 18 (2004) nr.4, 167-170
- Stephenson, T., Judd, S., Jefferson, B. & Brindle, K. 2000. Membrane bioreactors for wastewater treatment. IWA Publishing, London
- van Bentem A.G.N, Petri C.P., Schyns P.F.T. & van der Roest H.F. 2007. Membrane Bioreactors: Operation and results of an MBR Wastewater Treatment Plant. IWA Publishing
- TNAV, supplier survey, 2008
- VITO-SCT, revision of technical notes WASS, 2008
- www.mbr-network.eu
- www.waterforum.be
Version February 2010
[1] Quantity of permeate per membrane surface-unit and per unit of time
[2] Mixed Liquor Suspended Solids